






























�� �œ_�����Y�ɂ��A�N�����̐ؒf��r �B
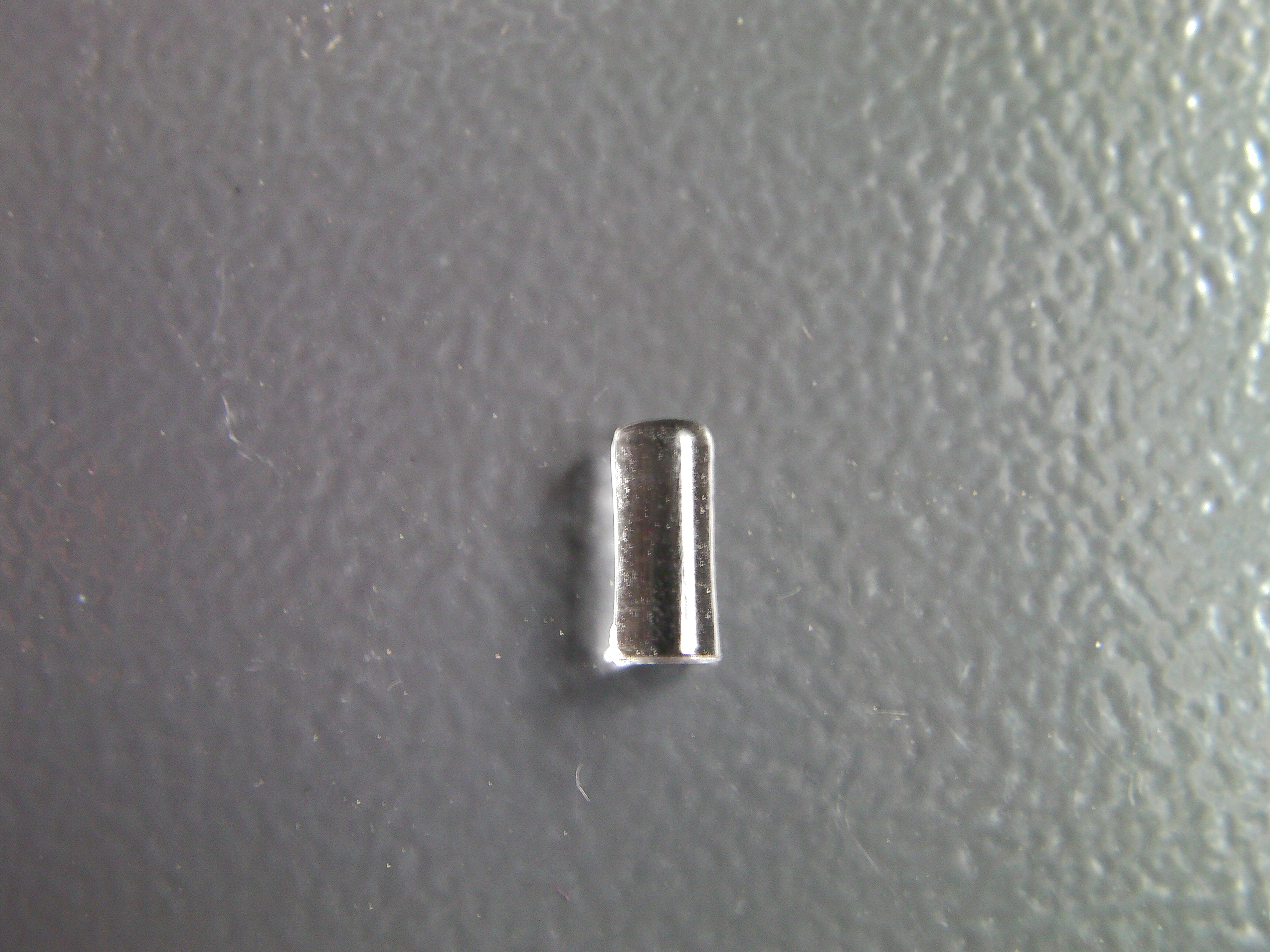
�W��50mm�����Y�A����ѐؒf�p100mm�����Y���g�p���āA10mm���̃A�N������ؒf���A���̎d�オ����r���܂��B
�E�e�[�u���̓n�j�J���e�[�u���ł��B
�E�����p���H�f�ނ�10mm���̃A�N�������g�p���܂��B
�E�G�A�[�̂�����̍����d�オ��ɉe�����y�ڂ��Ȃ��悤�ɁA�G�A�[��OFF�ʼn��H
�@���܂��B�����������ɔ����邽�߁A���[�U�[�Ǝˌ��ł͂Ȃ��A���̈ʒu����
�@���[�U�[�X�|�b�g�ߕӂɎキ�G�A�[�𐁂��t���āA�������Ă��܂��B
�E�œ_�ʒu�́A���H�f�ނ��\���ɂȂ�悤�ɂ��܂��B
�@ ���x�̍������H�������s���A���[�U�[�Ǝˌ����烌�[�U�[���e�[�u���ɑ���
�@ �����ɂȂ�悤�ɒ������܂��B
�A �W��50mm�����Y�����A�œ_���������킹�܂��B
�B ��5 �̃f�[�^���쐬���A��x�Őؒf�ł�����H�ݒ�l�����߂܂��B
�C ���H���܂��B
�D �W��100mm�����Y�����A�œ_���������킹�܂��B
�E ��5 �̃f�[�^���쐬���A��x�Őؒf�ł�����H�ݒ�l�����߂܂��B
�F ���H���܂��B
50mm �����Y�@: �X�s�[�h 3[mm/s] �o�� 100[%]
100mm �����Y : �X�s�[�h 7[mm/s] �o�� 100[%]

50mm�����Y

100mm�����Y

50mm�����Y

100mm�����Y

50mm�����Y

100mm�����Y

50mm�����Y

100mm�����Y
�E�d�オ��́A100mm�����Y�̕����ǂ��B
�E50mm �W�������Y�ɑ��āA100mm�����Y�̕����������H�ݒ�Őؒf�ł���B
�������@
�E�����p���[�U�[���H�@��RSD-SUNMAX-GS1490-150W���g�p���܂��B�E�e�[�u���̓n�j�J���e�[�u���ł��B
�E�����p���H�f�ނ�10mm���̃A�N�������g�p���܂��B
�E�G�A�[�̂�����̍����d�オ��ɉe�����y�ڂ��Ȃ��悤�ɁA�G�A�[��OFF�ʼn��H
�@���܂��B�����������ɔ����邽�߁A���[�U�[�Ǝˌ��ł͂Ȃ��A���̈ʒu����
�@���[�U�[�X�|�b�g�ߕӂɎキ�G�A�[�𐁂��t���āA�������Ă��܂��B
�E�œ_�ʒu�́A���H�f�ނ��\���ɂȂ�悤�ɂ��܂��B
�@ ���x�̍������H�������s���A���[�U�[�Ǝˌ����烌�[�U�[���e�[�u���ɑ���
�@ �����ɂȂ�悤�ɒ������܂��B
�A �W��50mm�����Y�����A�œ_���������킹�܂��B
�B ��5 �̃f�[�^���쐬���A��x�Őؒf�ł�����H�ݒ�l�����߂܂��B
�C ���H���܂��B
�D �W��100mm�����Y�����A�œ_���������킹�܂��B
�E ��5 �̃f�[�^���쐬���A��x�Őؒf�ł�����H�ݒ�l�����߂܂��B
�F ���H���܂��B
����
�e�����Y�̉��H�ݒ�͈ȉ��̒ʂ�ł��B50mm �����Y�@: �X�s�[�h 3[mm/s] �o�� 100[%]
100mm �����Y : �X�s�[�h 7[mm/s] �o�� 100[%]
�f��
50mm�����Y
100mm�����Y
��

50mm�����Y

100mm�����Y
�ォ��

50mm�����Y

100mm�����Y
��

50mm�����Y

100mm�����Y
�E50mm �W�������Y�ɑ��āA100mm�����Y�̕����������H�ݒ�Őؒf�ł���B
���ʂɂ���
�d�オ��̔�r�͂Ƃ������Ƃ��āA50mm �W�������Y�ɑ��āA100mm�����Y�̕����������x�Őؒf�ł���A�Ƃ����̂́A�u�d�ˍ��킹�A�N�����̊ђʎ����v�̌��ʂƂ͑�������B
���R���������邽�߂ɁA�������s����
�� �ȉ��A�u�d�ˍ��킹�A�N�����̊ђʎ����v�ɂ��ẮA�������ƋL���܂��B
�� �ȉ��A�{�y�[�W�́u�œ_�����Y�ɂ��A�N�����̐ؒf��r �B�v�ɂ��ẮA�{�����ƋL�Ƃ܂��B
�� �ȉ��A�{�����́u50mm �W�������Y�ɑ��āA100mm�����Y�̕����������H�ݒ�Őؒf�ł���v�Ƃ������ʂɂ��ẮA�{���������ƋL�Ƃ܂��B
�������Ɠ����̌��ʂƂȂ�A�{�������ʂƂ͑�������B
�œ_�����Y�̍��ق������ł͂Ȃ��B
����́A�G�A�[�̓������̏����𑵂���A�Ƃ������ƂƁA�u�����Y�ʉߌ�Ƀ��[�U�[���͎����E�g�U���邽�߁A�ؒf���͂ł��邾�����H�f�ނ̌��݂̒����ɏœ_�ʒu������ق����悢�v�Ƃ����l������A�ݒ肳�ꂽ���������ł���B
�œ_�����E�G�A�[���t�̍��قɂ��ؒf�����r���Ă݂��B
�������Ɠ����̌��ʂƂȂ�A�{�������ʂƂ͑�������B
�œ_�����E�G�A�[���t�̍��ق������ł͂Ȃ��B
�f�[�^�̍��قɂ��A���[�U�[�X�|�b�g�̈ړ����قȂ邽�߁A���ꂪ���H�d�オ��ɉe�����Ă��Ȃ����m�F���Ă݂��B
�X�s�[�h��5�`10���x�ł́A50mm�œ_�����Y�̕����[���ؒf�ł���B��5�̉~�`�f�[�^�ł����Ă��A�������ƌX���͕ς��Ȃ��B
�f�[�^�̍��ق������ł͂Ȃ��B
�Ǝˌ��̗L���ɂ���āB�e��������̂��m�F���s���B
�������Ɩ{�����̌��ʂ��������闝�R�́A�Ǝˌ��̗L���ɂ��100mm�����Y�������̏o�͂̍��ł���ƍl������B
���R���������邽�߂ɁA�������s����
�� �ȉ��A�u�d�ˍ��킹�A�N�����̊ђʎ����v�ɂ��ẮA�������ƋL���܂��B
�� �ȉ��A�{�y�[�W�́u�œ_�����Y�ɂ��A�N�����̐ؒf��r �B�v�ɂ��ẮA�{�����ƋL�Ƃ܂��B
�� �ȉ��A�{�����́u50mm �W�������Y�ɑ��āA100mm�����Y�̕����������H�ݒ�Őؒf�ł���v�Ƃ������ʂɂ��ẮA�{���������ƋL�Ƃ܂��B
�@ �œ_�����Y�̍���
��������QS�V���[�Y�ōs���A�{������RSD-SUNMAX-RS1490-150W�ōs���Ă���BQS�V���[�Y�̓��b�g�|�C���^�[���˂��鋾�ʃ^�C�v�ł���AGS/RS/LT �V���[�Y�̓��b�g�|�C���^�[���𓊉�����^�C�v�ł���A�Əœ_�����Y�̏œ_�����ȊO�̊O�ρE�X�y�b�N���قȂ��Ă��邽�߁A��r�����Ă݂��B����
���H���ʂɗL�ӂȍ��A�����ȌX���͌��������ȂȂ������B�������Ɠ����̌��ʂƂȂ�A�{�������ʂƂ͑�������B
�œ_�����Y�̍��ق������ł͂Ȃ��B
�A �œ_�����E�G�A�[���t�̍���
�������́A50mm�����Y�A100mm�����Y�Ƃ��ɁA���[�T�[�Ǝˌ��� 1mm �̈ʒu�ɉ��H�f�ޕ\�ʂ�����悤�ɒ������Ď��������Ă���B����́A�G�A�[�̓������̏����𑵂���A�Ƃ������ƂƁA�u�����Y�ʉߌ�Ƀ��[�U�[���͎����E�g�U���邽�߁A�ؒf���͂ł��邾�����H�f�ނ̌��݂̒����ɏœ_�ʒu������ق����悢�v�Ƃ����l������A�ݒ肳�ꂽ���������ł���B
�œ_�����E�G�A�[���t�̍��قɂ��ؒf�����r���Ă݂��B
����
�u�d�ˍ��킹�A�N�����̊ђʎ���(�œ_�͑f�ޕ\�ʁE�G�A�[�L���̔�r)�v �Q���������Ɠ����̌��ʂƂȂ�A�{�������ʂƂ͑�������B
�œ_�����E�G�A�[���t�̍��ق������ł͂Ȃ��B
�B �f�[�^�̍���
�������́A5mm�̒����f�[�^���A���H�X�s�[�h�ς��Đؒf�����r�������A�{�����ł́A��5�̉~�`�f�[�^���g�p���Ă���B�f�[�^�̍��قɂ��A���[�U�[�X�|�b�g�̈ړ����قȂ邽�߁A���ꂪ���H�d�オ��ɉe�����Ă��Ȃ����m�F���Ă݂��B
����
�u�d�ˍ��킹�A�N�����̊ђʎ���(�~�` ��5)�v �Q���X�s�[�h��5�`10���x�ł́A50mm�œ_�����Y�̕����[���ؒf�ł���B��5�̉~�`�f�[�^�ł����Ă��A�������ƌX���͕ς��Ȃ��B
�f�[�^�̍��ق������ł͂Ȃ��B
�C ���[�U�[�w�b�h�̌`��
�������A�u�@ �œ_�����Y�̍��فv�A�u�A �œ_�����E�G�A�[���t�̍��فv����сu�B �f�[�^�̍��فv�ɂ��ẮB���[�U�[�Ǝˌ������t�������(�ʏ�A���H���̏��)�Ŏ������s���Ă��邪�A�{�����ɂ��ẮA�u�G�A�[�̂�����̍����d�オ��ɉe�����y�ڂ��Ȃ��悤�Ɂv�G�A�[OFF�ōs�������߁A�Ǝˌ������O������ԂŋN�����Ă���B�Ǝˌ��̗L���ɂ���āB�e��������̂��m�F���s���B
����
�u�d�ˍ��킹�A�N�����̊ђʎ���(�Ǝˌ� �L����r)�v �Q���������Ɩ{�����̌��ʂ��������闝�R�́A�Ǝˌ��̗L���ɂ��100mm�����Y�������̏o�͂̍��ł���ƍl������B
���_
�E10mm���̃A�N������ؒf����ꍇ�A100mm�œ_�����Y�́A
�@50mm�����Y�Ɣ�r���āA��葬�����H�\�ł���B
�@�������A���[�U�[�Ǝˌ������O���K�v������B
�@50mm�����Y�Ɣ�r���āA��葬�����H�\�ł���B
�@�������A���[�U�[�Ǝˌ������O���K�v������B