






























پ، ڈd‚ثچ‡‚ي‚¹ƒAƒNƒٹƒ‹”آ‚جٹر’تژژŒ±(ڈئژثŒû —L–³”نٹr)
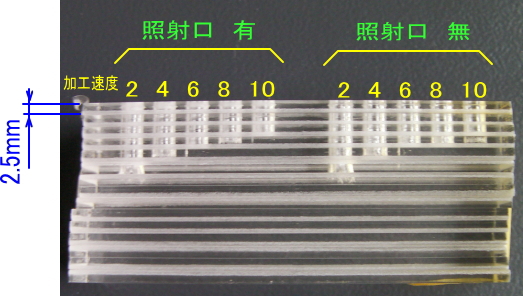
2.5mmŒْ‚جƒAƒNƒٹƒ‹”آ‚ًڈd‚ثچ‡‚ي‚¹پAƒŒپ[ƒUپ[‰ءچH‚ًچs‚ء‚½ڈêچ‡پA‚ا‚ج’ِ“x‚ـ‚إٹر’ت‚·‚é‚©‚ًٹm”F‚µ‚ـ‚µ‚½پBRSD-SUNMAX-RS150W‚ًژg—p‚µ‚ؤ‚¢‚ـ‚·پB
‡A ‡@‚ج•\–ت(ڈم–ت)‚ةڈإ“_ˆت’u‚ھ‚‚é‚و‚¤‚ةڈإ“_‚ ‚ي‚¹‚ًچs‚¤پBƒGƒAپ[‚ح’تڈي‚ا‚¨‚èپAƒŒپ[ƒUپ[ڈئژثŒû‚©گپ‚«•t‚¯‚éپB
‡B ‰؛•\‚ج‚و‚¤‚ب5ژي—ق‚ج‘¬“x‚إپAƒس‚T‚ج‰~Œ`‚ًگط’f‰ءچH‚·‚éپB
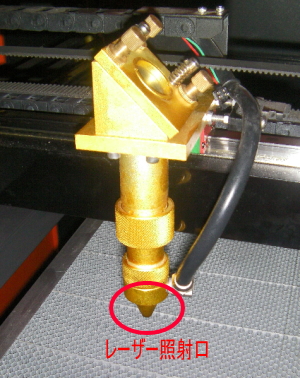
‡C ƒŒپ[ƒUپ[ڈئژثŒû‚ج—L–³‚جڈêچ‡پA‚»‚ꂼ‚ê‚ة‚آ‚¢‚ؤچs‚¤پB
پ@ ƒGƒAپ[‚حپAƒŒپ[ƒUپ[ƒXƒ|ƒbƒg•t‹ك‚ة’¼گعگپ‚«•t‚¯‚éپB
پ@ 50mm‚ئ100mm‚جڈإ“_ƒŒƒ“ƒY‚إ”نٹr‚ًچs‚¤پB
”نٹrڈًŒڈ‚حپAˆب‰؛‚ج‚Sچ€‚ة‚ب‚éپB

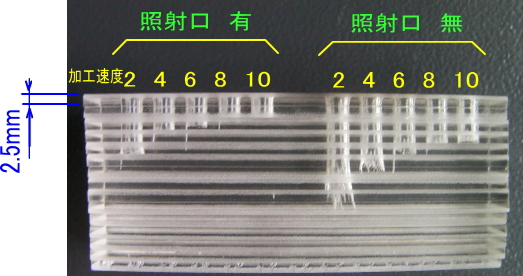
پ¦پ@ƒŒپ[ƒUپ[Œُ‚ج“’B“_‚حپA‹دˆê‚إ‚ح‚ب‚¢‚½‚كپA‰ءچH‘fچق‚ً‘¤–ت‚©‚ç‚ج–عژ‹‚إپA•½‹د“I‚بگ[‚³‚ًژہ‘ھ‚µ‚ـ‚µ‚½پB
ژژŒ±•û–@
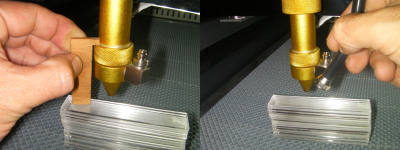
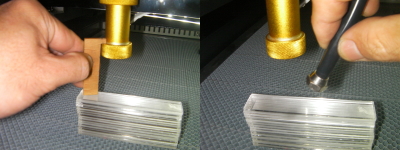
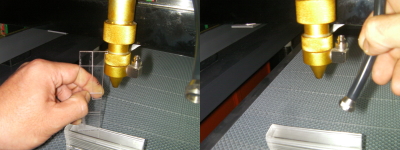
‡@ 2.5mmŒْ‚جƒAƒNƒٹƒ‹”آ(ƒLƒƒƒXƒgچق)‚ً15–‡پAڈd‚ثچ‡‚ي‚¹‚éپBگع’…چـ“™‚حژg—p‚¹‚¸پA‘¤–ت‚ًƒeپ[ƒv‚إ—¯‚كپAŒإ’è‚·‚éپB‡A ‡@‚ج•\–ت(ڈم–ت)‚ةڈإ“_ˆت’u‚ھ‚‚é‚و‚¤‚ةڈإ“_‚ ‚ي‚¹‚ًچs‚¤پBƒGƒAپ[‚ح’تڈي‚ا‚¨‚èپAƒŒپ[ƒUپ[ڈئژثŒû‚©گپ‚«•t‚¯‚éپB
‡B ‰؛•\‚ج‚و‚¤‚ب5ژي—ق‚ج‘¬“x‚إپAƒس‚T‚ج‰~Œ`‚ًگط’f‰ءچH‚·‚éپB
| ڈًŒڈ | ‰ءچHƒ‚پ[ƒh | ƒŒپ[ƒUپ[ڈo—ح | ƒXƒsپ[ƒh |
|---|---|---|---|
| ‡@ | گط’f | 100[%] | 2 |
| ‡A | 4 | ||
| ‡B | 6 | ||
| ‡C | 8 | ||
| ‡D | 10 |
‡C ƒŒپ[ƒUپ[ڈئژثŒû‚ج—L–³‚جڈêچ‡پA‚»‚ꂼ‚ê‚ة‚آ‚¢‚ؤچs‚¤پB
پ@ ƒGƒAپ[‚حپAƒŒپ[ƒUپ[ƒXƒ|ƒbƒg•t‹ك‚ة’¼گعگپ‚«•t‚¯‚éپB
پ@ 50mm‚ئ100mm‚جڈإ“_ƒŒƒ“ƒY‚إ”نٹr‚ًچs‚¤پB
”نٹrڈًŒڈ‚حپAˆب‰؛‚ج‚Sچ€‚ة‚ب‚éپB
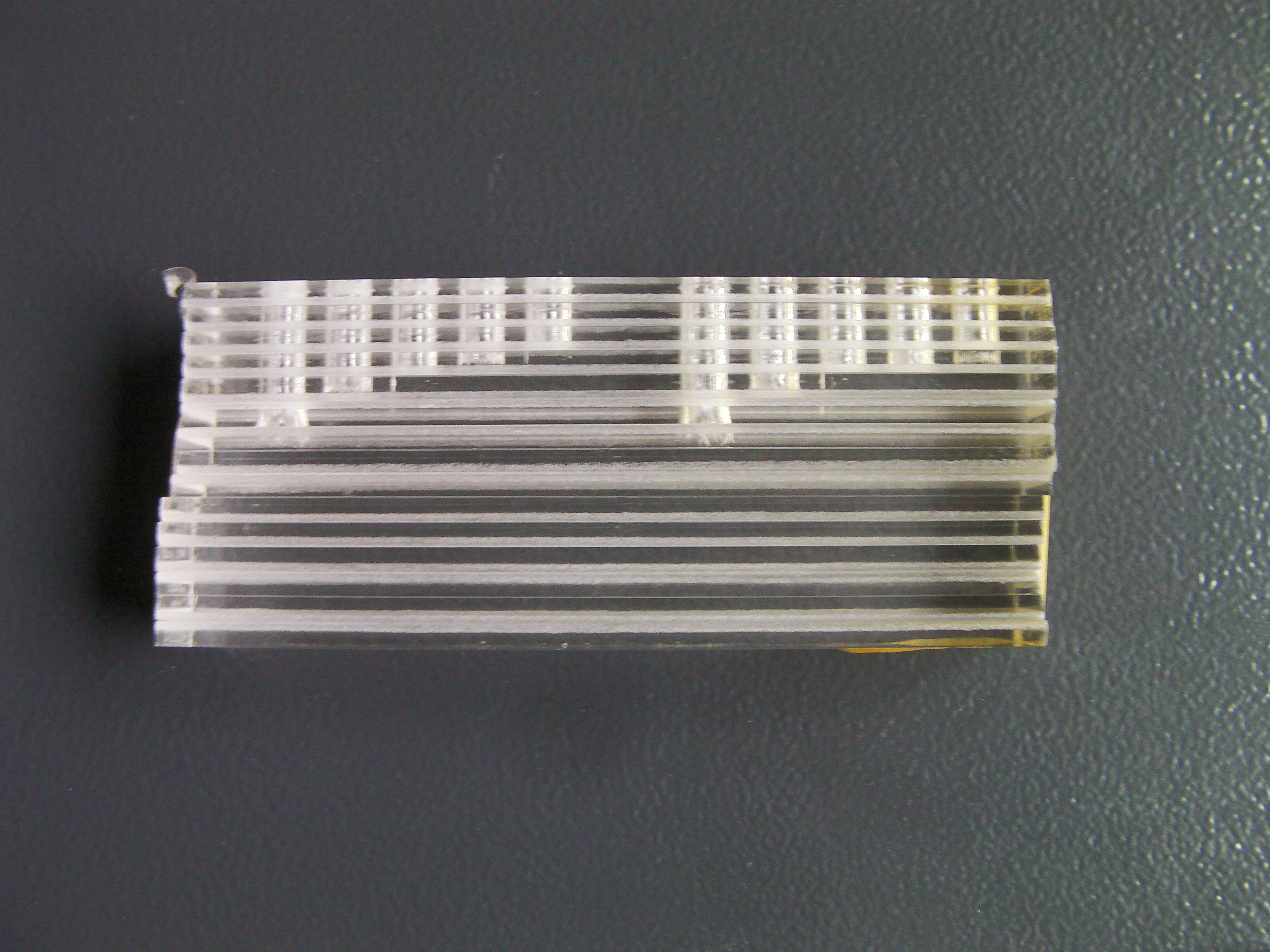
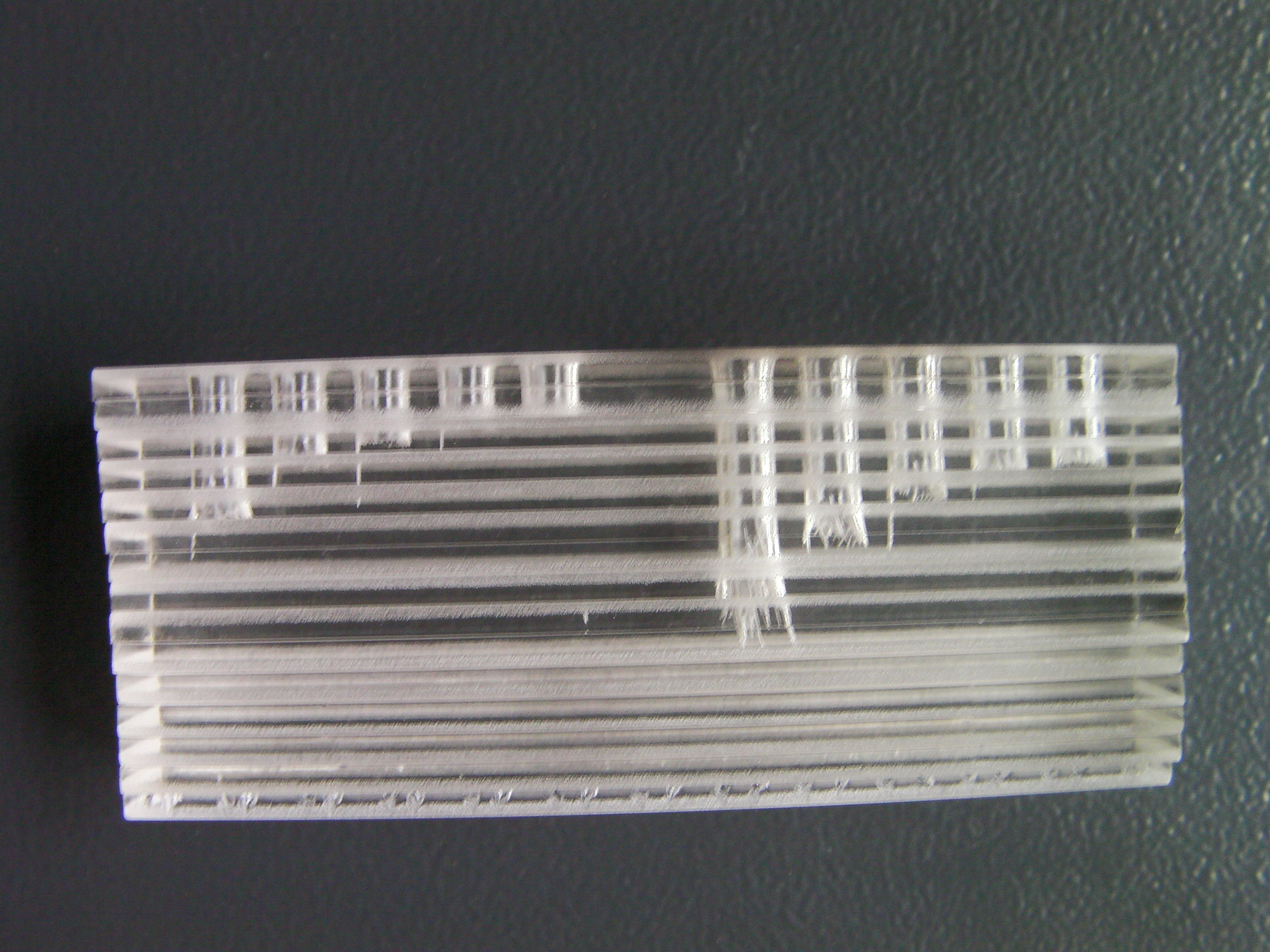
A. 50mmƒŒƒ“ƒYپ@پ@ڈئژثŒû —L‚è
B. 50mmƒŒƒ“ƒYپ@پ@ڈئژثŒû –³‚µ
C. 100mmƒŒƒ“ƒYپ@پ@ڈئژثŒû —L‚è
D. 100mmƒŒƒ“ƒYپ@پ@ڈئژثŒû –³‚µ
Œ‹‰ت
50mm ƒŒƒ“ƒY
100mm ƒŒƒ“ƒY
گ[‚³‘ھ’è’l[mm]
| ƒXƒsپ[ƒhگف’è’l [mm/s] |
50mmƒŒƒ“ƒY | 100mmƒŒƒ“ƒY | ||
|---|---|---|---|---|
| ڈئژثŒû —L | ڈئژثŒû –³ | ڈئژثŒû —L | ڈئژثŒû –³ | |
| 2 | 17 | 17 | 16 | 25 |
| 4 | 13 | 13 | 9 | 16 |
| 6 | 10 | 10 | 7 | 14 |
| 8 | 9 | 9 | 6 | 12 |
| 10 | 8 | 8 | 5 | 11 |
پ¦پ@ƒŒپ[ƒUپ[Œُ‚ج“’B“_‚حپA‹دˆê‚إ‚ح‚ب‚¢‚½‚كپA‰ءچH‘fچق‚ً‘¤–ت‚©‚ç‚ج–عژ‹‚إپA•½‹د“I‚بگ[‚³‚ًژہ‘ھ‚µ‚ـ‚µ‚½پB
چlژ@
Œ‹‰ت‚ئ‚µ‚ؤپAˆب‰؛‚ج‚±‚ئ‚ھ‚¢‚¦‚éپB
پE50mmƒŒƒ“ƒY‚حڈئژثŒû‚ج—L–³‚ة‚©‚©‚ي‚炸پAگط’fŒْ‚ح•د‰»‚µ‚ب‚¢پB
پE100mmƒŒƒ“ƒY‚حڈئژثŒû‚ھ‚ب‚¢•û‚ھگط’fŒْ‚ھگ[‚‚ب‚éپB
پE100mmƒŒƒ“ƒY‚حڈئژثŒû‚ھ‚ب‚¢ڈêچ‡پA50mmƒŒƒ“ƒY‚و‚è‚à‘Sˆو‚إگط’fŒْ‚ھگ[‚¢پB
پE100mmƒŒƒ“ƒY‚حڈئژثŒû‚ھ‚ ‚éڈêچ‡پA50mmƒŒƒ“ƒY‚و‚è‚àگط’fŒْ‚ھگَ‚¢‚ھپAچ،‚ـ‚إ‚جٹm”F‚©‚çپA–{ژژŒ±‚جگف’è‚و‚è‚à’ل‘¬‚إ‰ءچH‚·‚é‚ئپA50mmƒŒƒ“ƒY‚و‚è‚àگ[‚‚ب‚邱‚ئ‚ھ‚ي‚©‚ء‚ؤ‚¢‚éپB
ˆبڈم‚ج‚±‚ئ‚©‚çپA100mm ƒŒƒ“ƒY‚جڈêچ‡پAƒŒپ[ƒUپ[Œُ‚ھڈئژثŒû‚ةگعگG‚µپAƒpƒڈپ[‚ًƒچƒX‚µ‚ؤ‚¢‚é‚ئگ„ژ@‚إ‚«‚éپB
‚ـ‚½پA50mmƒŒƒ“ƒY‚ً‘•’…‚µ‚½ڈêچ‡‚حپAڈئژثŒُ‚ج—L–³‚ة‚و‚éƒpƒڈپ[ƒچƒX‚ح”F‚ك‚ç‚ê‚ب‚¢‚ج‚إپAŒُکH‚ھŒX‚¢‚ؤ‚¢‚ؤپAƒŒپ[ƒUپ[ƒwƒbƒhپEƒVƒٹƒ“ƒ_“à•ا‚إگعگGپE”½ژث‚µ‚ؤ‚¢‚é‚ي‚¯‚إ‚ح‚ب‚¢‚ئ”»’f‚إ‚«‚éپB
ƒŒپ[ƒUپ[ƒwƒbƒhپEƒVƒٹƒ“ƒ_‚âڈئژثŒû“à•”‚إƒŒپ[ƒUپ[‚ھ”½ژث‚µ‚ؤپAڈئژث‚³‚ê‚é‚و‚¤‚بƒŒپ[ƒUپ[ŒُکH‚ھŒX‚¢‚ؤ‚¢‚éڈêچ‡‚حپAƒŒپ[ƒUپ[ƒXƒ|ƒbƒg‚جژüˆح‚ة”½ژث‚ًژ¦‚·ƒŒپ[ƒUپ[چ‚ھ”گ¶‚µپAڈo—ح‚à‚©‚ب‚è’ل‰؛‚·‚邽‚كپA‚·‚®‚ة”»’f‚إ‚«‚éپB
–{ژژŒ±‚إ‚جŒ‹‰ت‚حپAƒŒپ[ƒUپ[ŒُکH‚ج–â‘è‚ة‚و‚è”گ¶‚µ‚ؤ‚¢‚é‚à‚ج‚إ‚ح‚ب‚¢پB
Œ‹ک_‚ئ‚µ‚ؤپA100mmƒŒƒ“ƒY‚ً‘•’…‚µ‚½ڈêچ‡پAƒŒپ[ƒUپ[ڈئژثŒû‚ً’ت‰ك‚·‚éچغ‚جƒŒپ[ƒUپ[Œa‚ھپAڈئژثŒû‚جŒa‚و‚è‚à‘ه‚«‚¢‚½‚كپAپAگعگG‚µ‚ؤ‚µ‚ـ‚¢ƒpƒڈپ[‚ًƒچƒX‚·‚éپA‚ئچl‚¦‚ç‚ê‚éپB
Œ‹ک_‚ًٹm”F‚·‚邽‚ك‚جژژŒ±‚حپAپu100mmڈإ“_ƒŒƒ“ƒY‚جڈئژثŒû‚جƒXƒ|ƒbƒgŒaپv‚ًژQڈئپB
پE50mmƒŒƒ“ƒY‚حڈئژثŒû‚ج—L–³‚ة‚©‚©‚ي‚炸پAگط’fŒْ‚ح•د‰»‚µ‚ب‚¢پB
پE100mmƒŒƒ“ƒY‚حڈئژثŒû‚ھ‚ب‚¢•û‚ھگط’fŒْ‚ھگ[‚‚ب‚éپB
پE100mmƒŒƒ“ƒY‚حڈئژثŒû‚ھ‚ب‚¢ڈêچ‡پA50mmƒŒƒ“ƒY‚و‚è‚à‘Sˆو‚إگط’fŒْ‚ھگ[‚¢پB
پE100mmƒŒƒ“ƒY‚حڈئژثŒû‚ھ‚ ‚éڈêچ‡پA50mmƒŒƒ“ƒY‚و‚è‚àگط’fŒْ‚ھگَ‚¢‚ھپAچ،‚ـ‚إ‚جٹm”F‚©‚çپA–{ژژŒ±‚جگف’è‚و‚è‚à’ل‘¬‚إ‰ءچH‚·‚é‚ئپA50mmƒŒƒ“ƒY‚و‚è‚àگ[‚‚ب‚邱‚ئ‚ھ‚ي‚©‚ء‚ؤ‚¢‚éپB
ˆبڈم‚ج‚±‚ئ‚©‚çپA100mm ƒŒƒ“ƒY‚جڈêچ‡پAƒŒپ[ƒUپ[Œُ‚ھڈئژثŒû‚ةگعگG‚µپAƒpƒڈپ[‚ًƒچƒX‚µ‚ؤ‚¢‚é‚ئگ„ژ@‚إ‚«‚éپB
‚ـ‚½پA50mmƒŒƒ“ƒY‚ً‘•’…‚µ‚½ڈêچ‡‚حپAڈئژثŒُ‚ج—L–³‚ة‚و‚éƒpƒڈپ[ƒچƒX‚ح”F‚ك‚ç‚ê‚ب‚¢‚ج‚إپAŒُکH‚ھŒX‚¢‚ؤ‚¢‚ؤپAƒŒپ[ƒUپ[ƒwƒbƒhپEƒVƒٹƒ“ƒ_“à•ا‚إگعگGپE”½ژث‚µ‚ؤ‚¢‚é‚ي‚¯‚إ‚ح‚ب‚¢‚ئ”»’f‚إ‚«‚éپB
ƒŒپ[ƒUپ[ƒwƒbƒhپEƒVƒٹƒ“ƒ_‚âڈئژثŒû“à•”‚إƒŒپ[ƒUپ[‚ھ”½ژث‚µ‚ؤپAڈئژث‚³‚ê‚é‚و‚¤‚بƒŒپ[ƒUپ[ŒُکH‚ھŒX‚¢‚ؤ‚¢‚éڈêچ‡‚حپAƒŒپ[ƒUپ[ƒXƒ|ƒbƒg‚جژüˆح‚ة”½ژث‚ًژ¦‚·ƒŒپ[ƒUپ[چ‚ھ”گ¶‚µپAڈo—ح‚à‚©‚ب‚è’ل‰؛‚·‚邽‚كپA‚·‚®‚ة”»’f‚إ‚«‚éپB
–{ژژŒ±‚إ‚جŒ‹‰ت‚حپAƒŒپ[ƒUپ[ŒُکH‚ج–â‘è‚ة‚و‚è”گ¶‚µ‚ؤ‚¢‚é‚à‚ج‚إ‚ح‚ب‚¢پB
Œ‹ک_‚ئ‚µ‚ؤپA100mmƒŒƒ“ƒY‚ً‘•’…‚µ‚½ڈêچ‡پAƒŒپ[ƒUپ[ڈئژثŒû‚ً’ت‰ك‚·‚éچغ‚جƒŒپ[ƒUپ[Œa‚ھپAڈئژثŒû‚جŒa‚و‚è‚à‘ه‚«‚¢‚½‚كپAپAگعگG‚µ‚ؤ‚µ‚ـ‚¢ƒpƒڈپ[‚ًƒچƒX‚·‚éپA‚ئچl‚¦‚ç‚ê‚éپB
Œ‹ک_‚ًٹm”F‚·‚邽‚ك‚جژژŒ±‚حپAپu100mmڈإ“_ƒŒƒ“ƒY‚جڈئژثŒû‚جƒXƒ|ƒbƒgŒaپv‚ًژQڈئپB