






























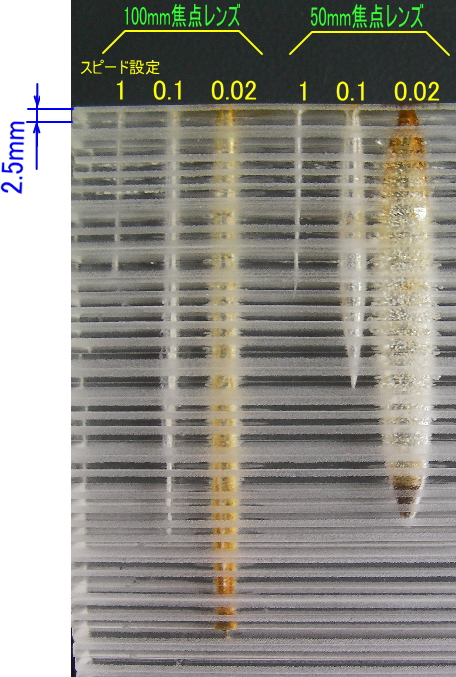
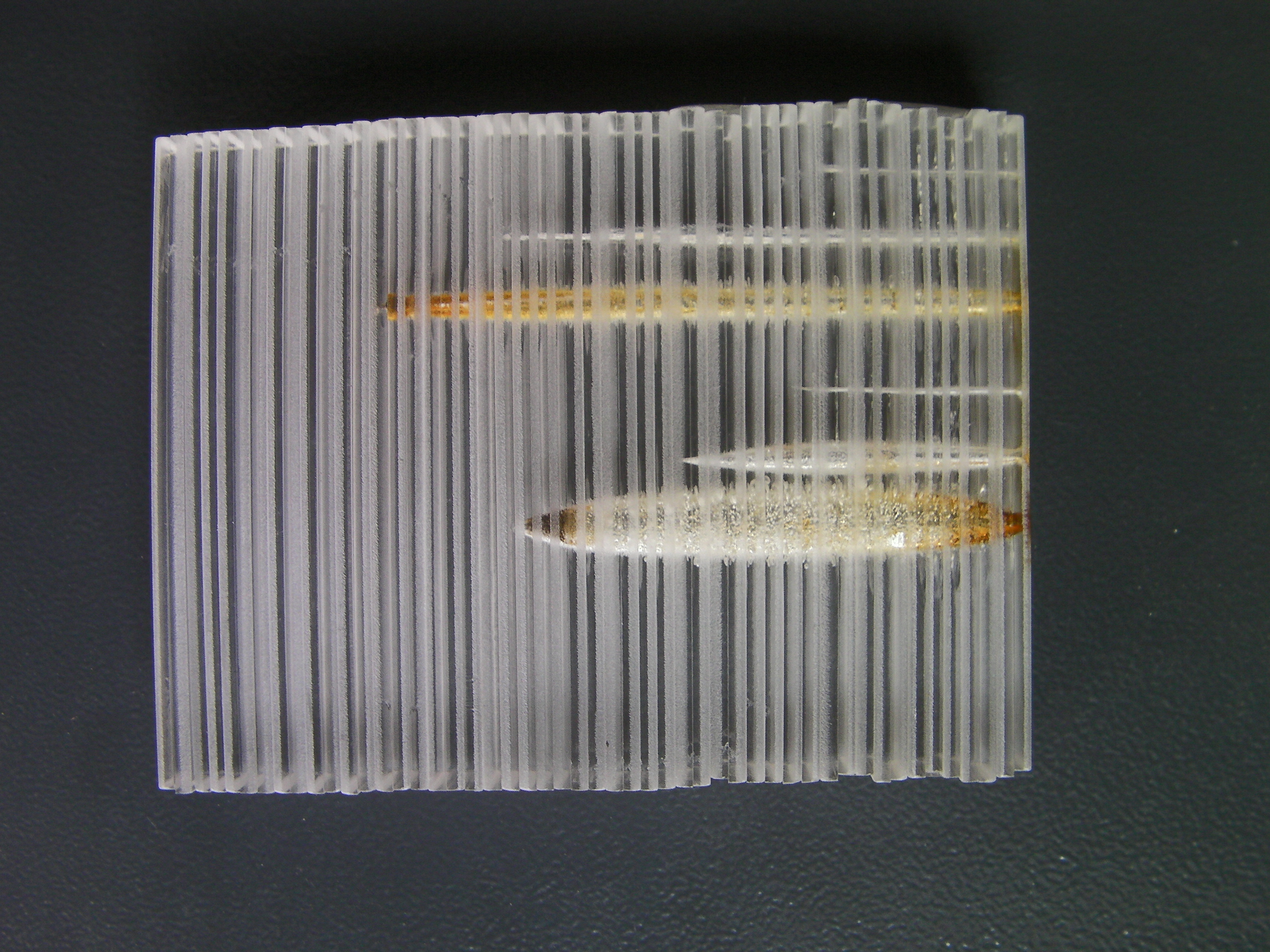
�� �œ_�͑f�ޕ\�ʁE�G�A�[�L���̔�r�̊ђʎ���(�G�A�[�L)
2.5mm���̃A�N�������d�ˍ��킹�A���[�U�[���H���s�����ꍇ�A�ǂ̒��x�܂Ŋђʂ��邩���m�F���܂����B
RSD-SUNMAX-RS150W���g�p���Ă��܂��B
�������@
�@ 2.5mm���̃A�N������(�L���X�g��)��50���A�d�ˍ��킹��B�ڒ��ܓ��͎g�p��
�@ ���A���ʂ��Z���e�[�v�ŗ��߁A�Œ肷��B
�A �@�̕\��(���)�ɏœ_�ʒu������悤�ɏœ_���킹���s��
�@ �G�A�[�͒ʏ�ǂ���A���[�U�[�Ǝˌ��������t����B
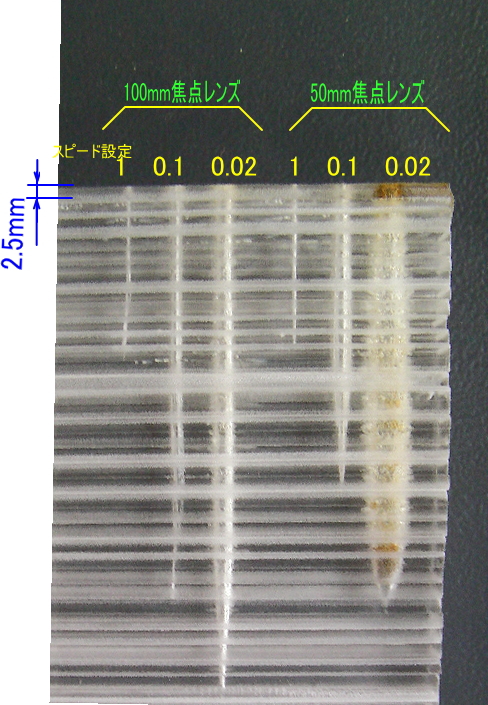
�B ���\�̂悤��3��ނ̑��x�ŁA����5mm�̒�����ؒf���H����B
�C �W���̏œ_�����Y(�œ_���� 50mm) �ƃI�v�V�����̐ؒf�p�����Y(�œ_����
�@ 100mm)�Ŕ�r���s���B
����
�[������l[mm]
RSD-SUNMAX-RS150W���g�p���Ă��܂��B
�������@
�@ 2.5mm���̃A�N������(�L���X�g��)��50���A�d�ˍ��킹��B�ڒ��ܓ��͎g�p��
�@ ���A���ʂ��Z���e�[�v�ŗ��߁A�Œ肷��B
�A �@�̕\��(���)�ɏœ_�ʒu������悤�ɏœ_���킹���s��
�@ �G�A�[�͒ʏ�ǂ���A���[�U�[�Ǝˌ��������t����B
�B ���\�̂悤��3��ނ̑��x�ŁA����5mm�̒�����ؒf���H����B
| ���� | ���H���[�h | ���[�U�[�o�� | �X�s�[�h |
|---|---|---|---|
| �@ | �ؒf | 100[%] | 0.02 |
| �A | 0.1 | ||
| �B | 1.0 |
�C �W���̏œ_�����Y(�œ_���� 50mm) �ƃI�v�V�����̐ؒf�p�����Y(�œ_����
�@ 100mm)�Ŕ�r���s���B
����
�[������l[mm]
| �X�s�[�h�ݒ�l [mm/s] | �����Y | |
|---|---|---|
| �W�� 50mm | 100mm | |
| 0.02 | 76 | 93 |
| 0.1 | 50 | 80 |
| 1 | 34 | 30 |
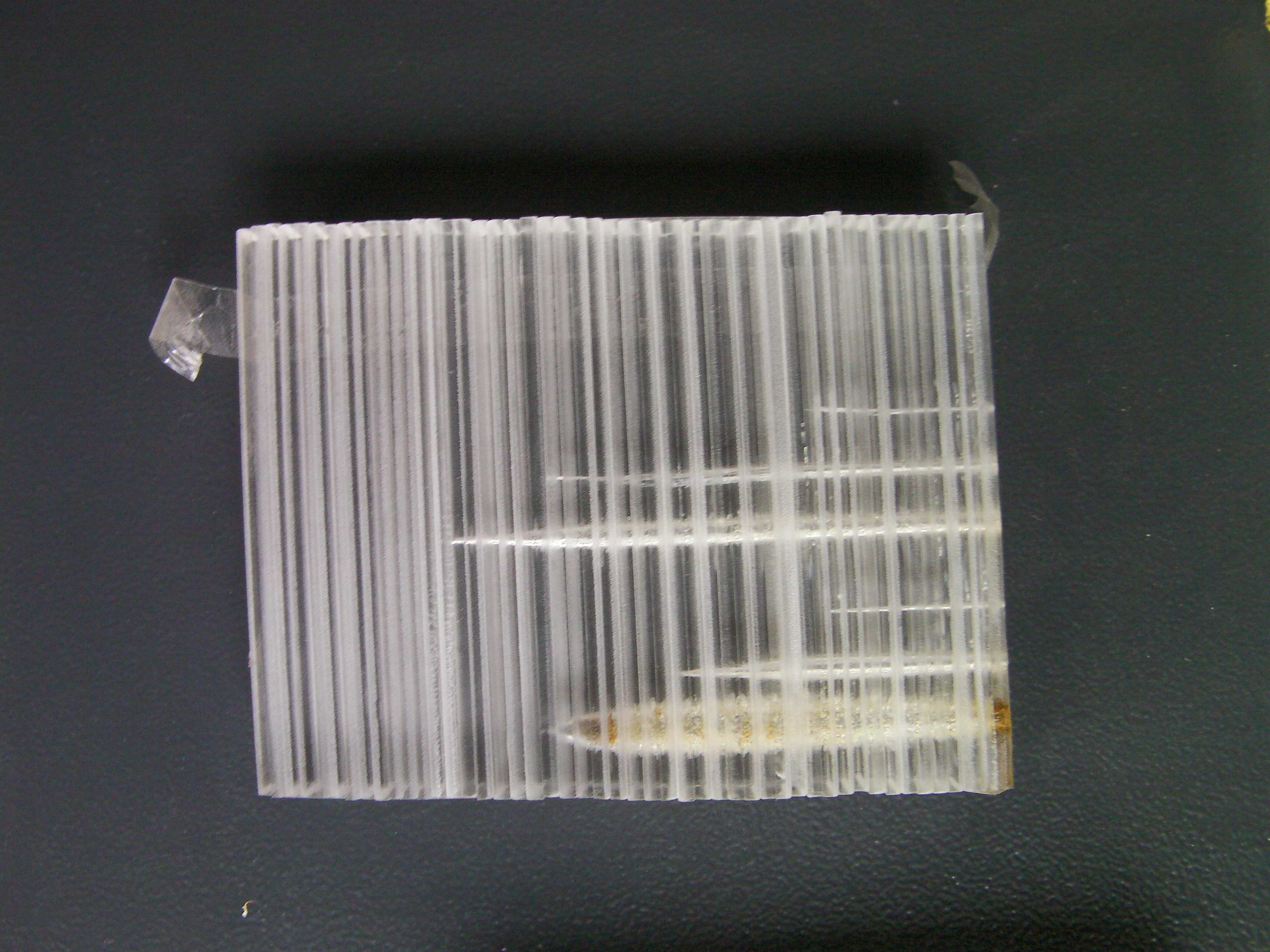
�� �œ_�͑f�ޕ\�ʁE�G�A�[�L���̔�r�̊ђʎ���(�G�A�[��)
2.5mm���̃A�N�������d�ˍ��킹�A���[�U�[���H���s�����ꍇ�A�ǂ̒��x�܂Ŋђʂ��邩���m�F���܂����B
RSD-SUNMAX-RS150W���g�p���Ă��܂��B
�������@
�@ 2.5mm���̃A�N������(�L���X�g��)��50���A�d�ˍ��킹��B�ڒ��ܓ��͎g�p��
�@ ���A���ʂ��Z���e�[�v�ŗ��߁A�Œ肷��B
�A �@�̕\��(���)�ɏœ_�ʒu������悤�ɏœ_���킹���s��
�@ �G�A�[��OFF�ɂ���B�������A�����ɉ��Ă���̂ŁA���[�U�[�X�|�b�g�̖T��
�@ ���牡�����ɃG�A�[�āA��������B
�B ���\�̂悤��3��ނ̑��x�ŁA����5mm�̒�����ؒf���H����B
�C �W���̏œ_�����Y(�œ_���� 50mm) �ƃI�v�V�����̐ؒf�p�����Y(�œ_����
�@ 100mm)�Ŕ�r���s���B
����
�[������l[mm]
RSD-SUNMAX-RS150W���g�p���Ă��܂��B
�������@
�@ 2.5mm���̃A�N������(�L���X�g��)��50���A�d�ˍ��킹��B�ڒ��ܓ��͎g�p��
�@ ���A���ʂ��Z���e�[�v�ŗ��߁A�Œ肷��B
�A �@�̕\��(���)�ɏœ_�ʒu������悤�ɏœ_���킹���s��
�@ �G�A�[��OFF�ɂ���B�������A�����ɉ��Ă���̂ŁA���[�U�[�X�|�b�g�̖T��
�@ ���牡�����ɃG�A�[�āA��������B
�B ���\�̂悤��3��ނ̑��x�ŁA����5mm�̒�����ؒf���H����B
| ���� | ���H���[�h | ���[�U�[�o�� | �X�s�[�h |
|---|---|---|---|
| �@ | �ؒf | 100[%] | 0.02 |
| �A | 0.1 | ||
| �B | 1.0 |
�C �W���̏œ_�����Y(�œ_���� 50mm) �ƃI�v�V�����̐ؒf�p�����Y(�œ_����
�@ 100mm)�Ŕ�r���s���B
����
�[������l[mm]
| �X�s�[�h�ݒ�l [mm/s] | �����Y | |
|---|---|---|
| �W�� 50mm | 100mm | |
| 0.02 | 80 | 96 |
| 0.1 | 56 | 77 |
| 1 | 30 | 32 |
�� �G�A�[�L�^�� �̔�r
�G�A�[�L/���ɂ��ؒf���̍����r����ƁA���ɗL�ӂȍ��A�X���̂悤�Ȃ��̂͌����Ȃ��B
| �X�s�[�h�ݒ�l [mm/s] |
50mm �����Y | |
|---|---|---|
| �G�A�[�L | �G�A�[�� | |
| 0.02 | 76 | 80 |
| 0.1 | 50 | 56 |
| 1 | 34 | 30 |
| �X�s�[�h�ݒ�l [mm/s] |
100mm �����Y | |
|---|---|---|
| �G�A�[�L | �G�A�[�� | |
| 0.02 | 93 | 86 |
| 0.1 | 80 | 77 |
| 1 | 30 | 32 |