






























メンテナンス
減速ベルトの取り付け(予備ベルト有り)
減速ベルトの破断などの破損により取り付けが必要になった場合の手順書です。ユーザー様にてメンテナンスを行う際は、本手順書を見本にしてください。
本手順書について
- SUNMAX-QSシリーズのロットにより、予備の減速ベルトが備わっている場合と無い場合があります。本手順書は、予備ベルトが有る場合について記載されています。
- 予備ベルトが無い場合はこちらを参照してください。
- 本手順書の「右側」「左側」の表記は、正面から向かって右手にある物が「右側」、左手が「左側」となります。
- お客様による修理・部品交換は保証対象外です。自己責任で行ってください。
- レーザー管はガラス製です。取扱いには十分注意してください。
- 電源を切り、電源コードを抜いた状態で作業を行ってください。
作業手順
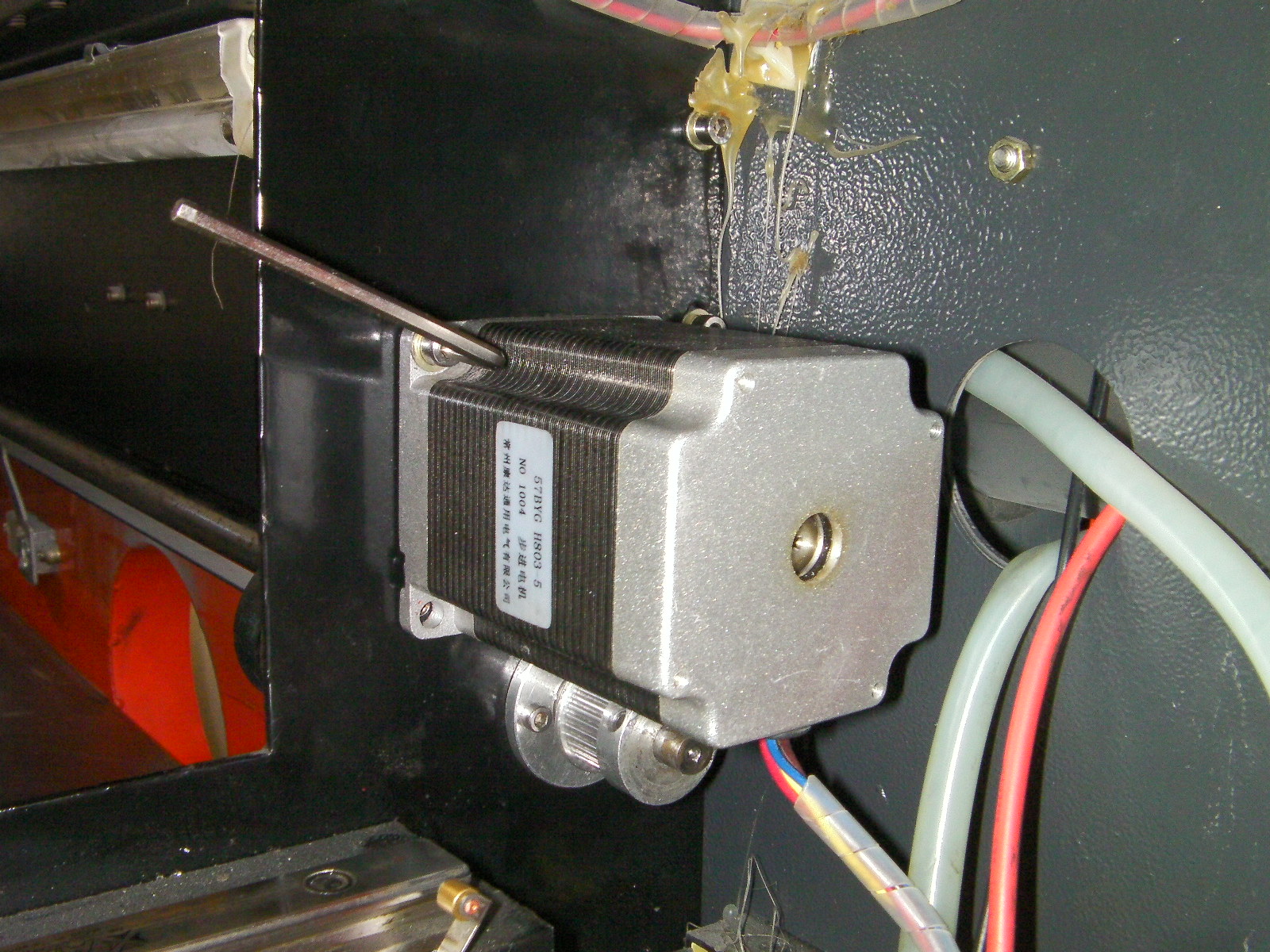
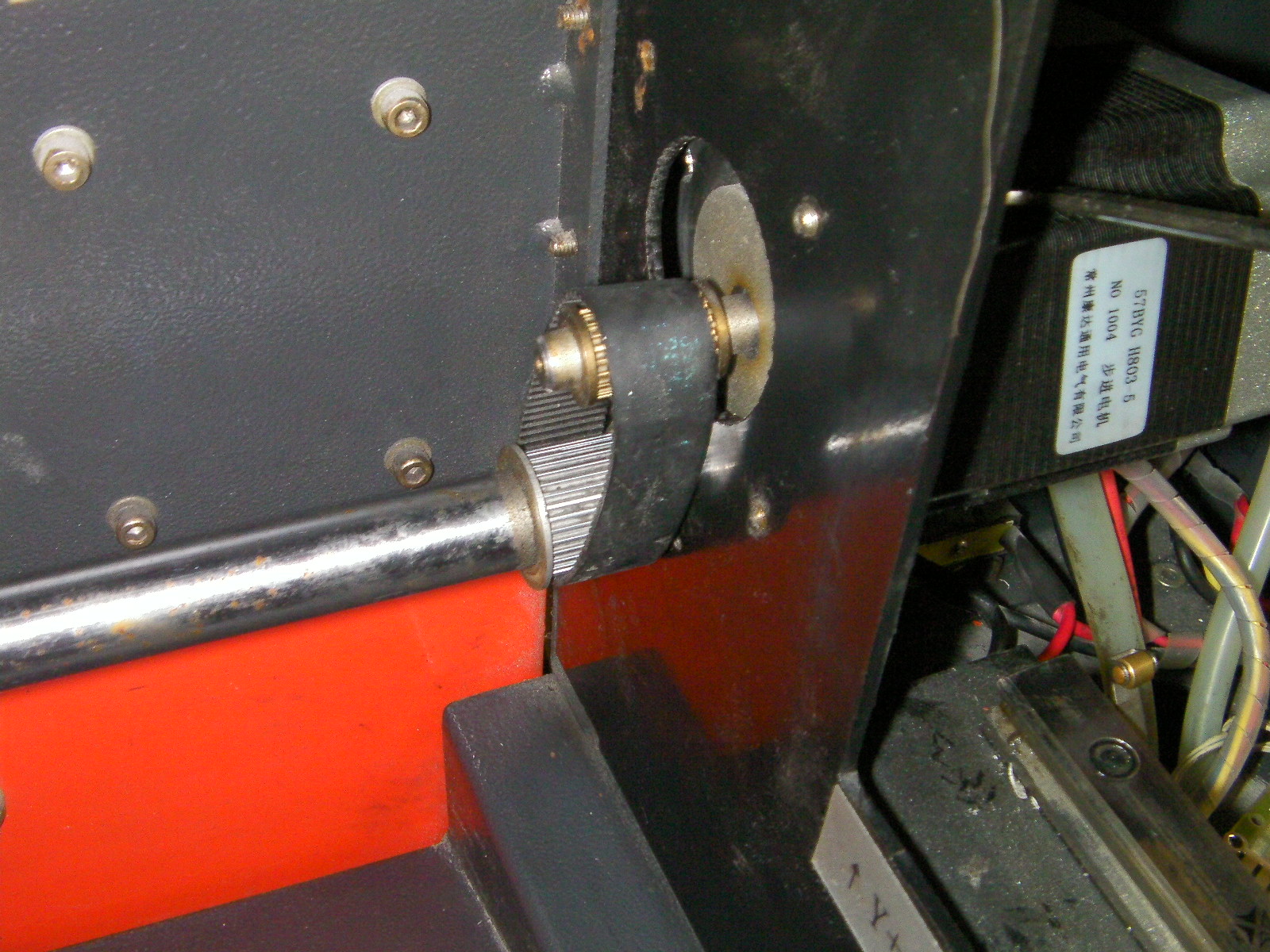
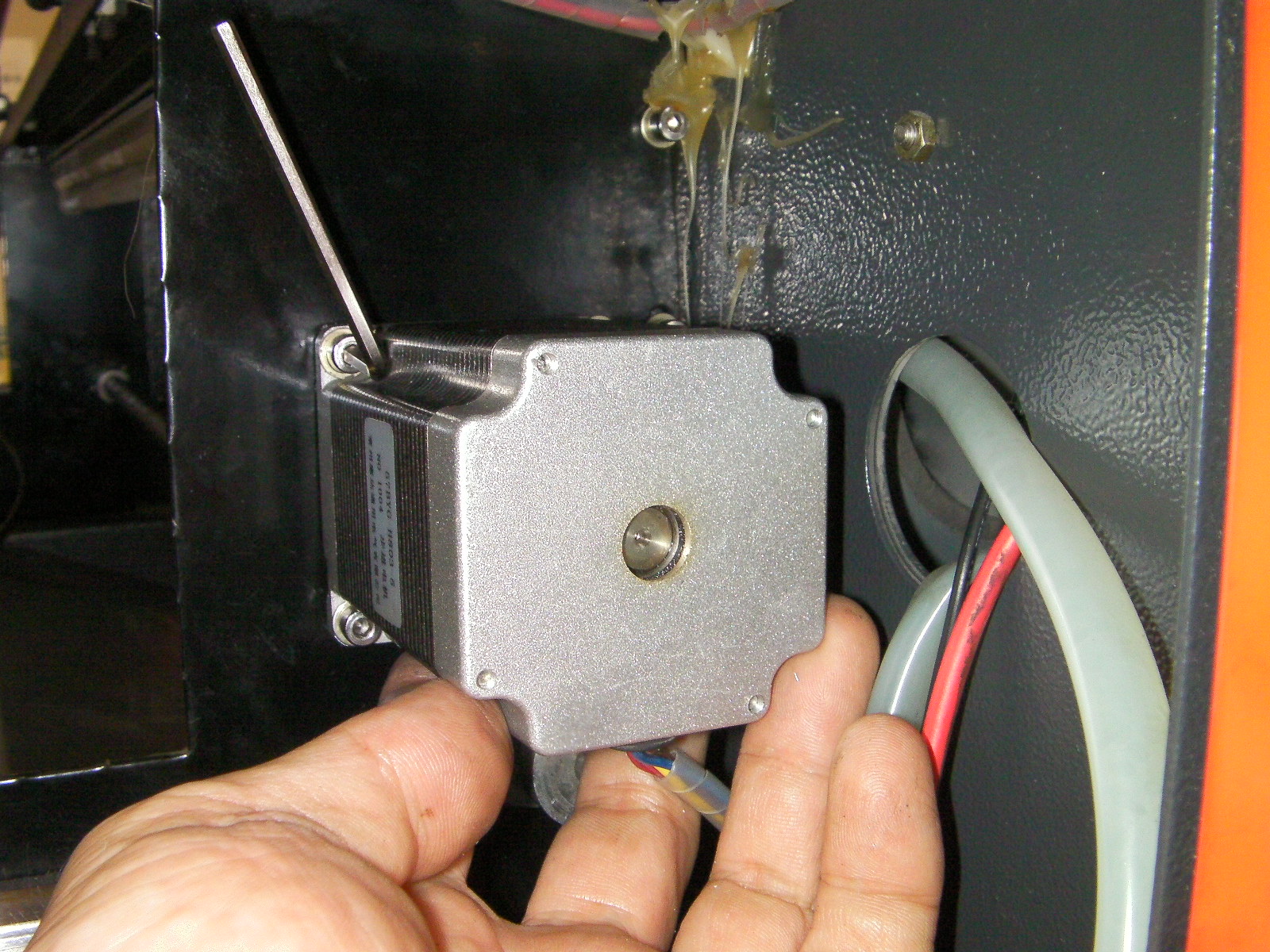
1Y軸ステッピングモータの固定ネジを緩めます
右上扉を開きます。


Y軸ステッピングモータは、奥側にあります。
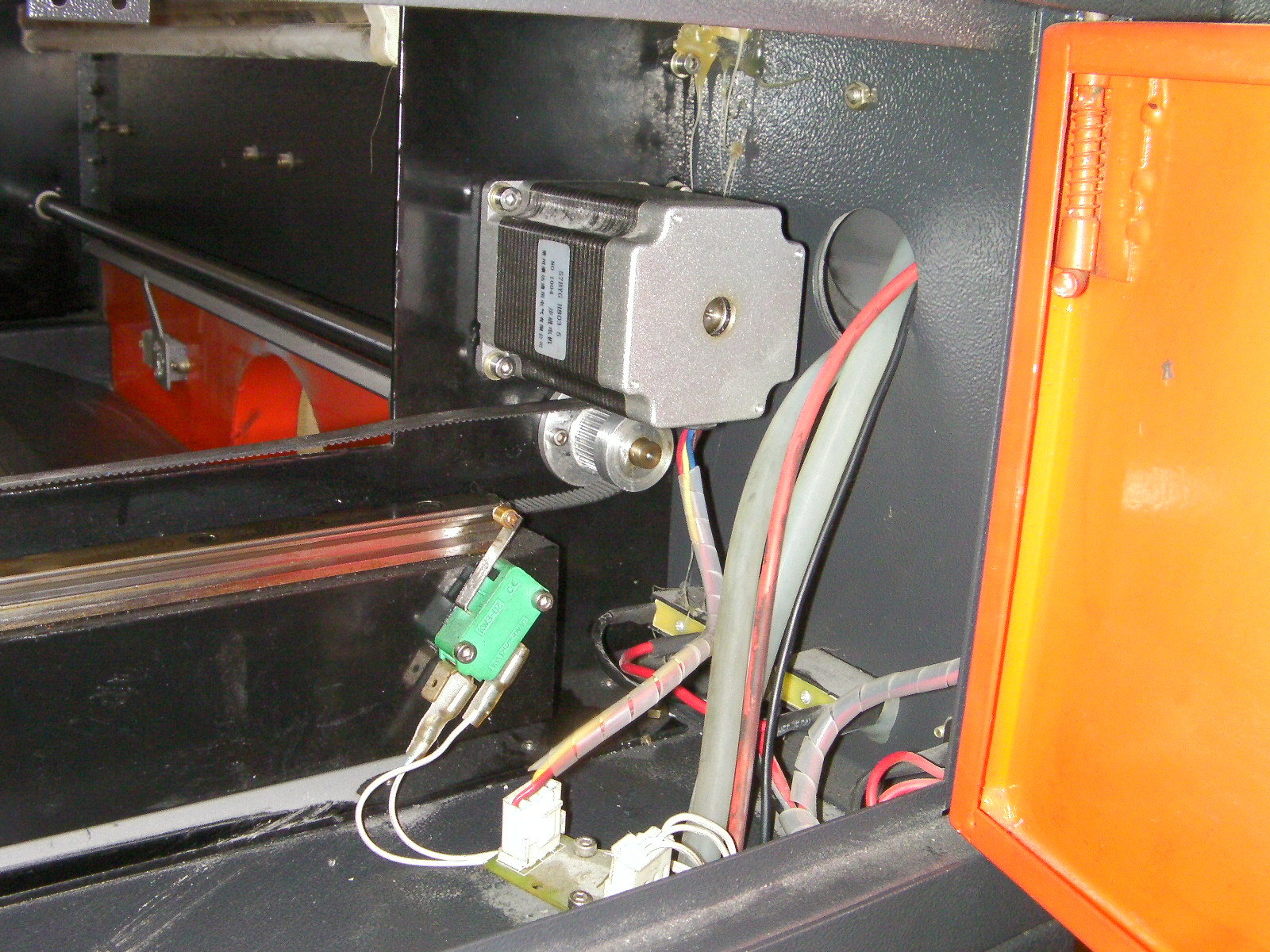
Y軸ステッピングモータを固定しているネジを緩めます。ネジは4カ所で止まっているので、3カ所はネジを取り外してください。1カ所は仮止めの状態にしてください。レーザー加工機付属品の工具箱内のある六角レンチで外すことができますが、場所が狭く、作業性が良くないので、工具の工夫が必要です。
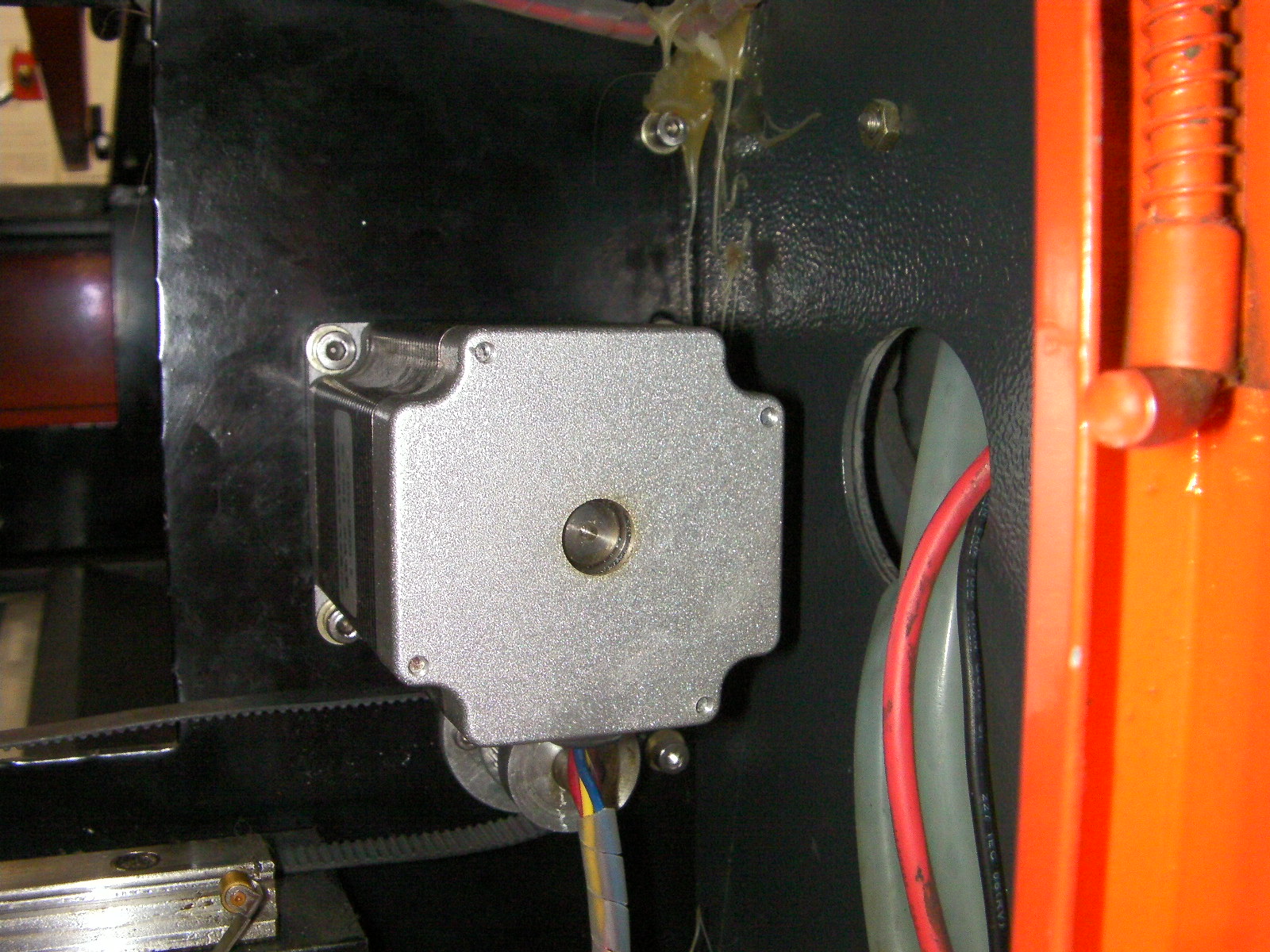
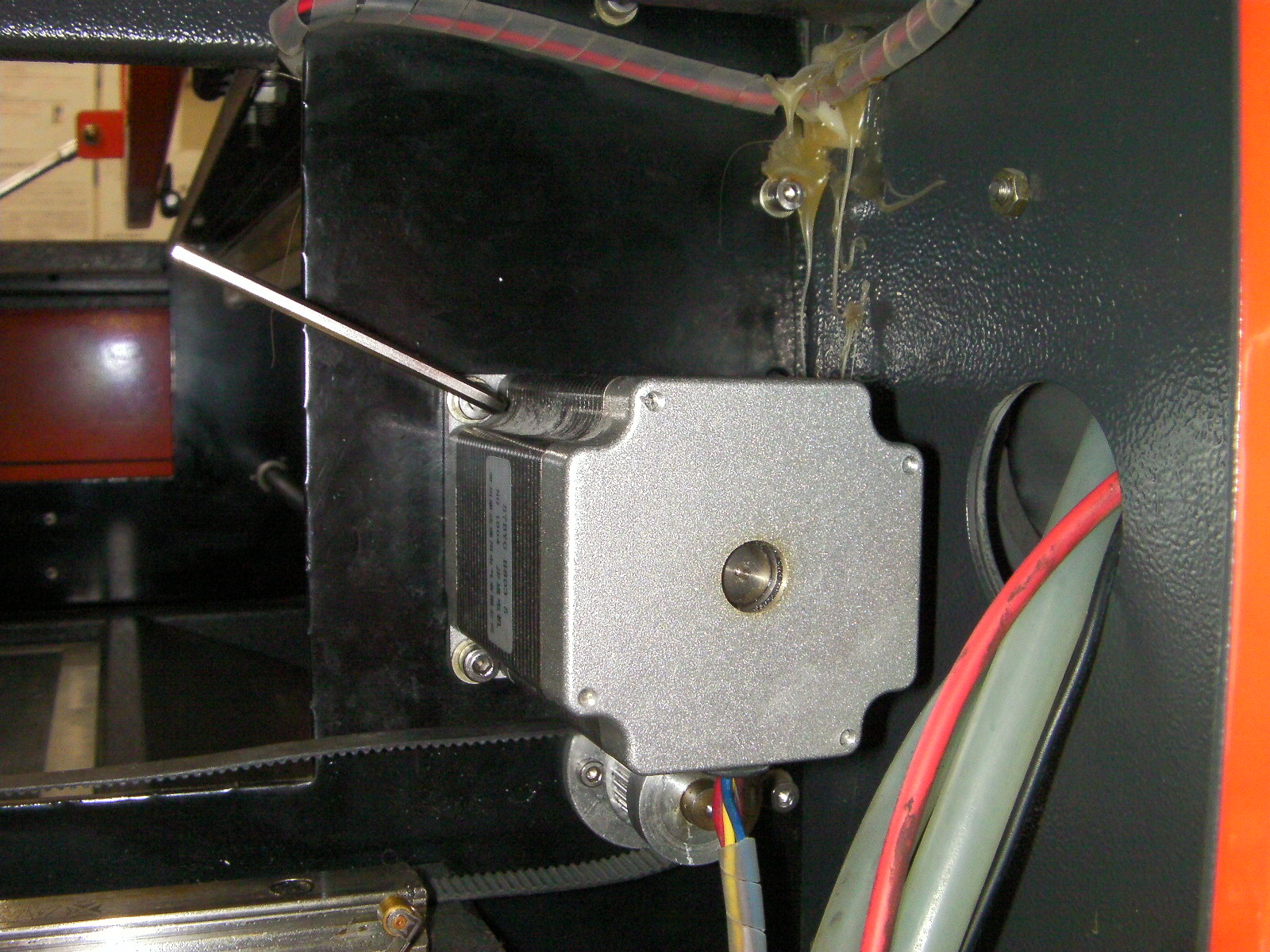
上図の赤丸のネジが仮止め、緑丸はネジを外してください。
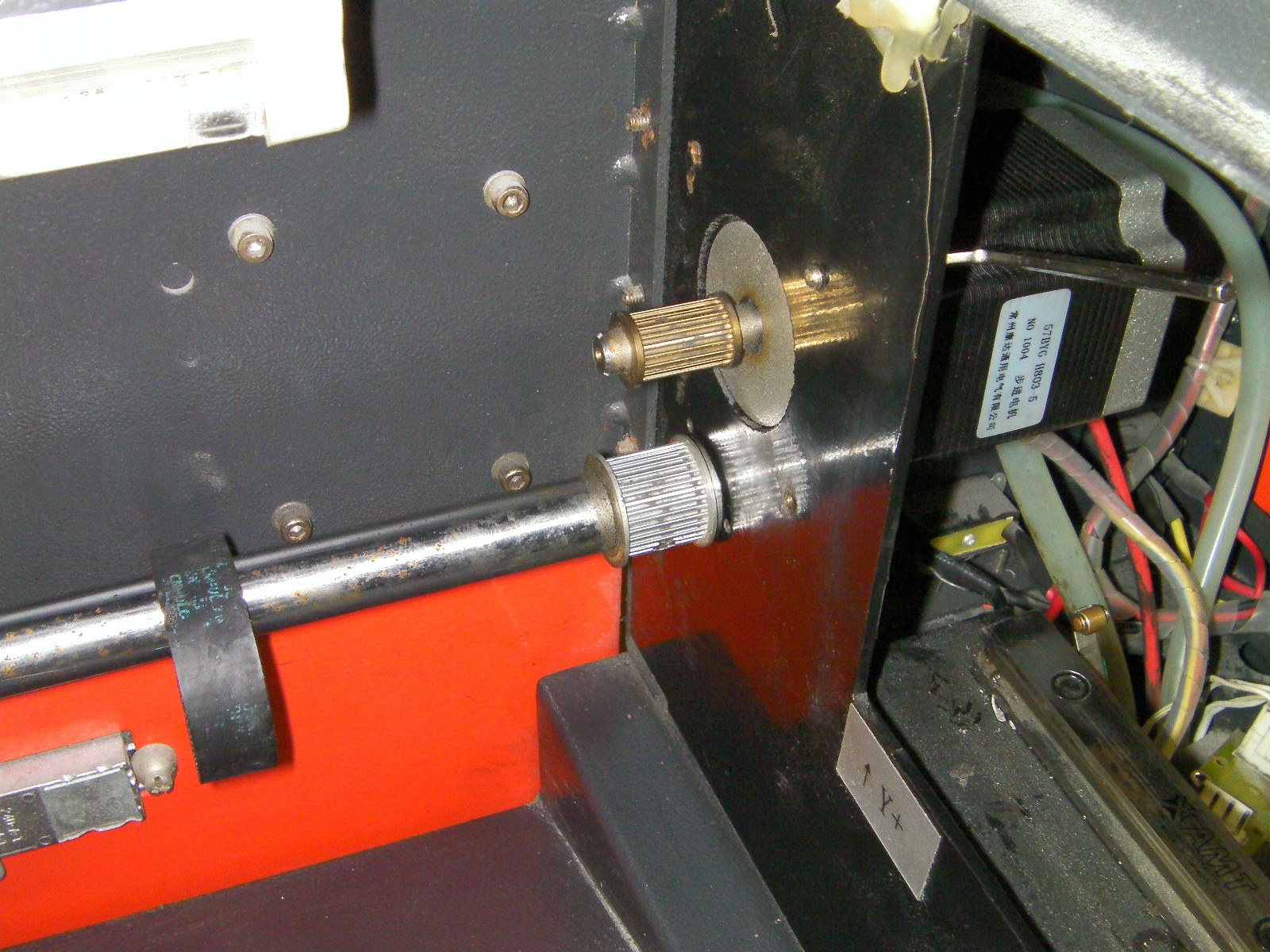
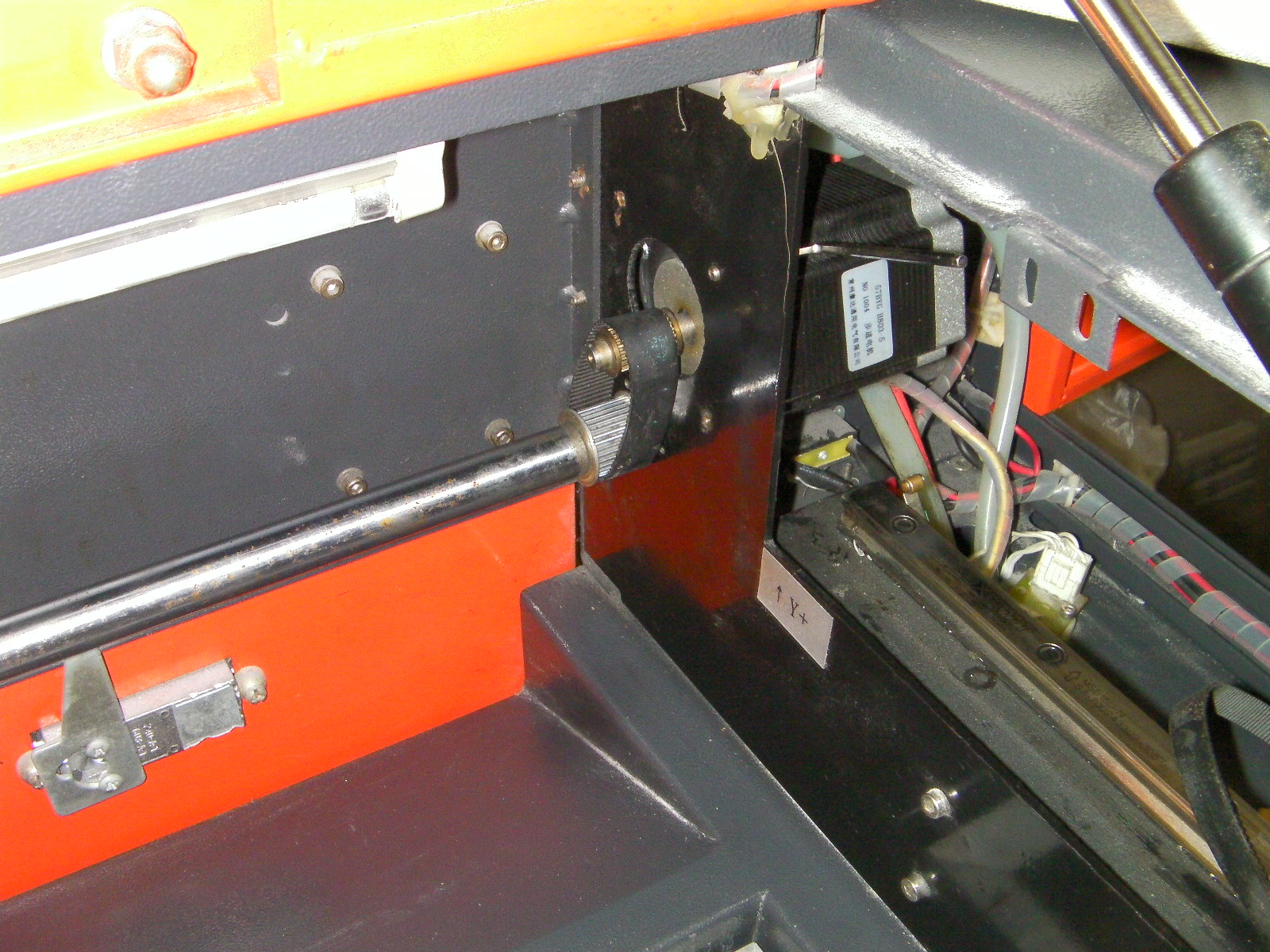
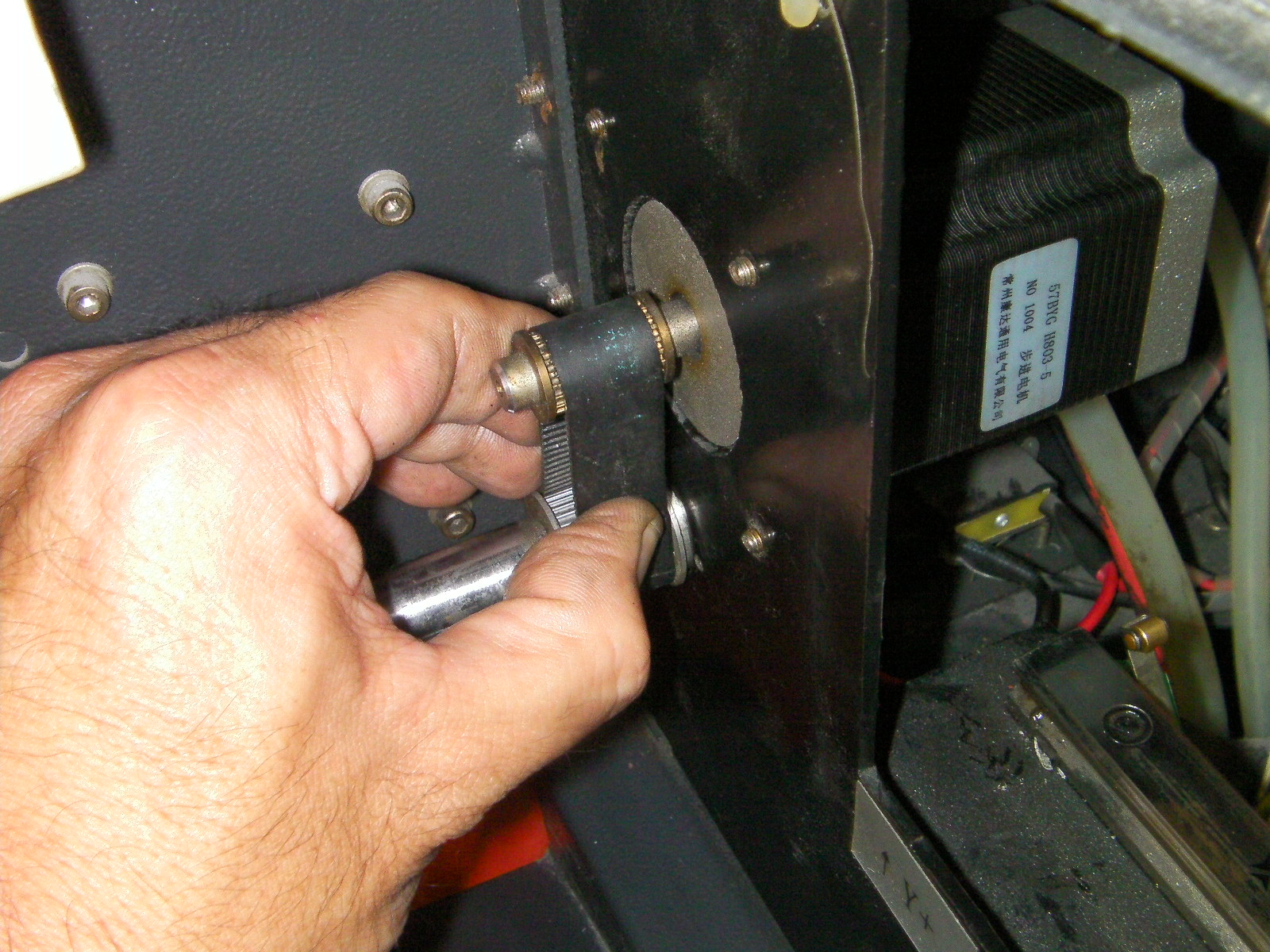
2予備の減速用タイミングベルトをプーリーに取り付けます
予備の減速用タイミングベルトはY軸シャフトの左側にあります。SUNMAXシリーズのロットにより、予備が備わっている場合と無い場合があります。予備ベルトがない場合は、こちらを参照してください。

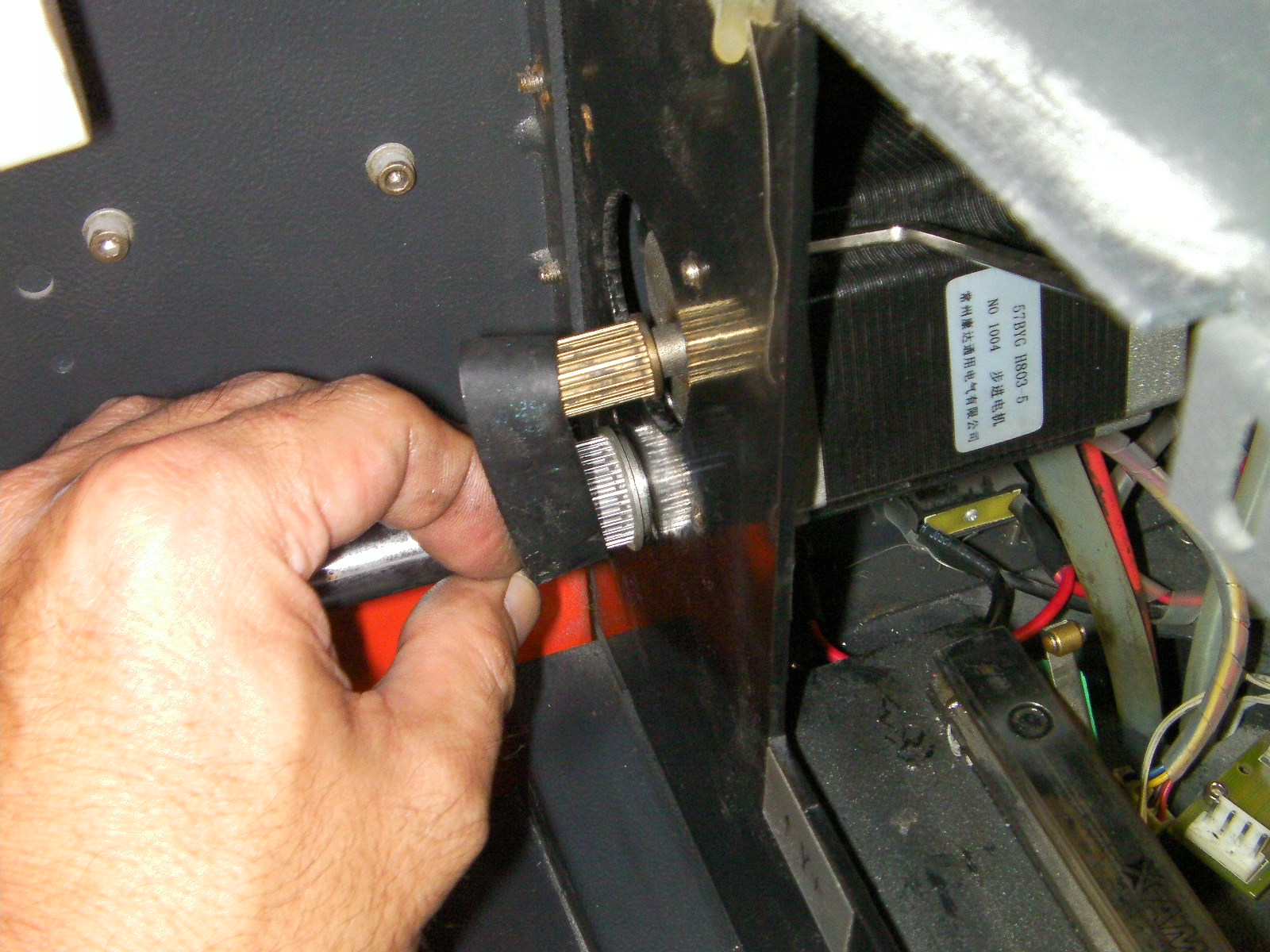
3Y軸ステッピングモータを固定します
減速ベルトがプーリーに入ったら、ステッピングモータの固定用ネジを4本すべて、仮止めします。
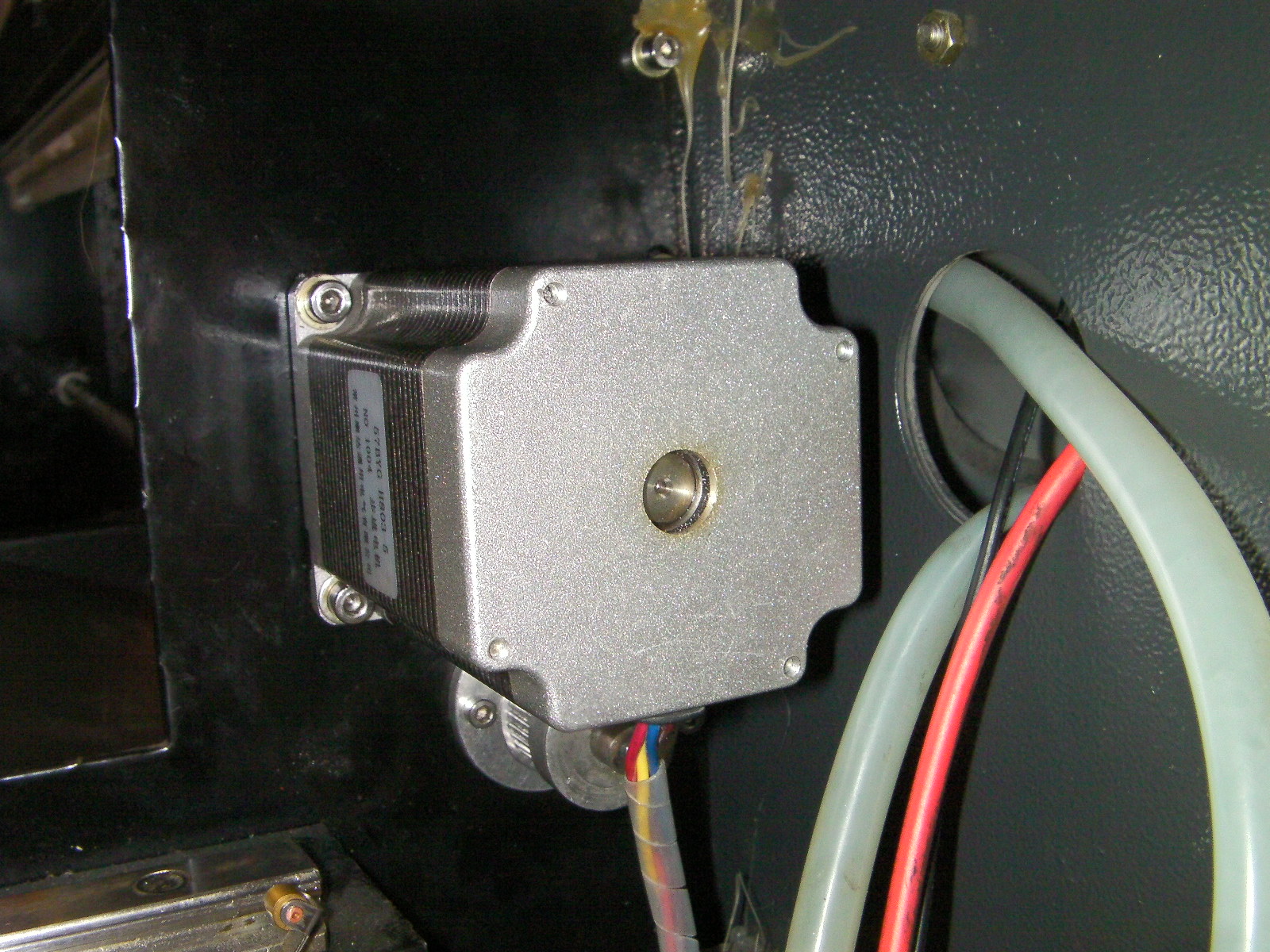
ステッピングモータの固定ネジを締めます。このとき、ステッピングモータを下から持ち上げるように力を入れながら、ネジを締めてください。
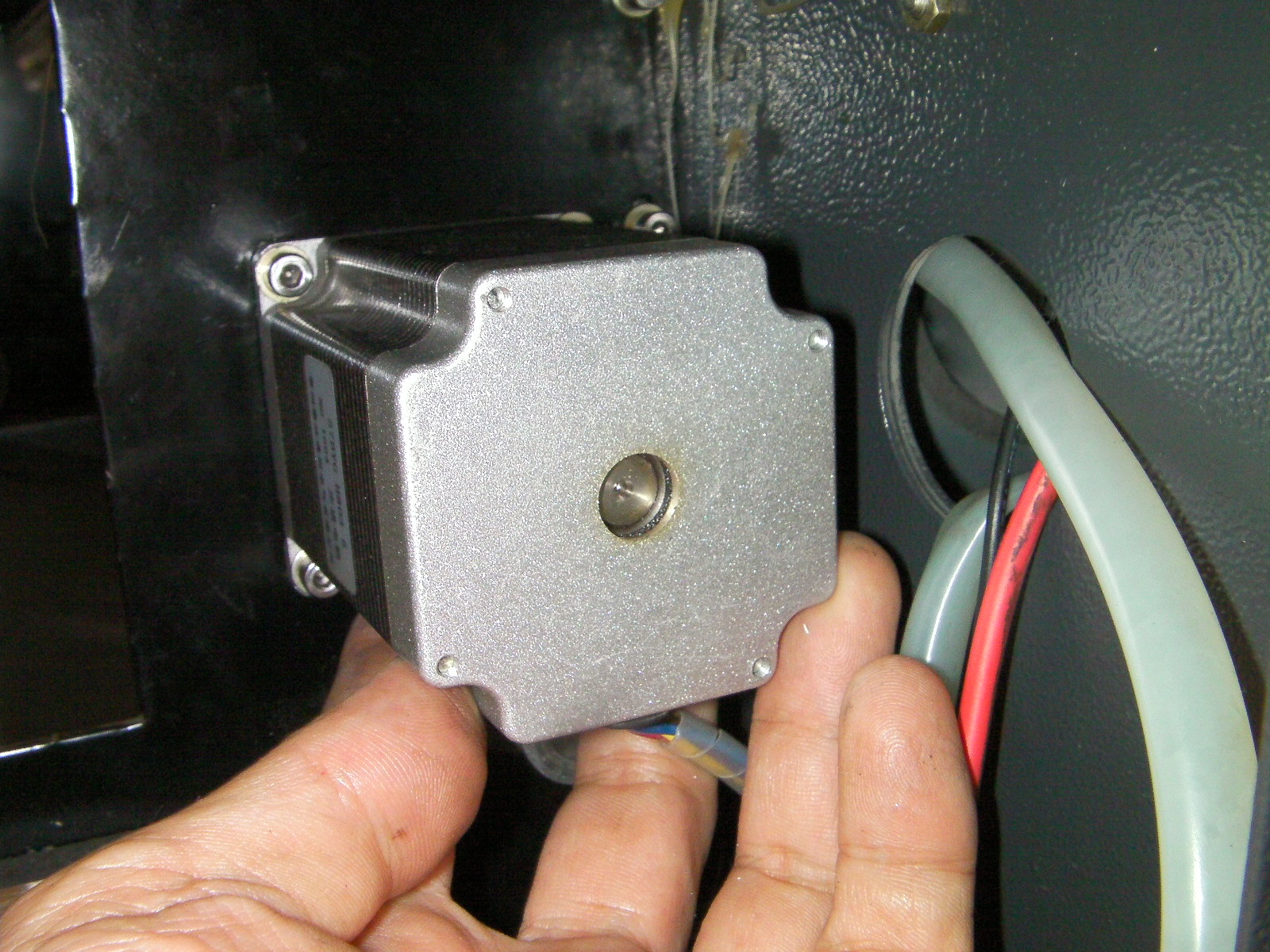
ステッピングモータの固定ネジを4本すべて本締めしたら、減速用ベルトのテンションを指で押してみて確認してください。テンションが弱い場合は、持ち上げ方が弱いので、力を入れて持ち上げて、再度行ってください。
以上で減速ベルトの取り付けは終了です。