






















�����x���g�̎��t��(�\���x���g����)
�����x���g�̔j�f�Ȃǂ̔j���ɂ��A���t�����K�v�ɂȂ����ꍇ�̎菇���ł��B
���[�U�[�l�ɂă��C���e�i���X���s���ۂ́A�{�菇�������{�ɂ��Ă��������B
SUNMAX-QS�V���[�Y�̃��b�g�ɂ��A�\���̌����x���g��������Ă���ꍇ�Ɩ����ꍇ������܂��B
�{�菇���́A�\���x���g�������ꍇ�ɂ��ċL�ڂ���Ă��܂��B
�\���x���g���L��ꍇ�����������Q�Ƃ��Ă��������B
�����x���g�ł͂Ȃ��AY���^�C�~���O�x���g����������ꍇ�́A�{��Ƃ͕s�v�ł��B�v�[���[�������g�p���ăV���t�g���K�v�͂���܂���B
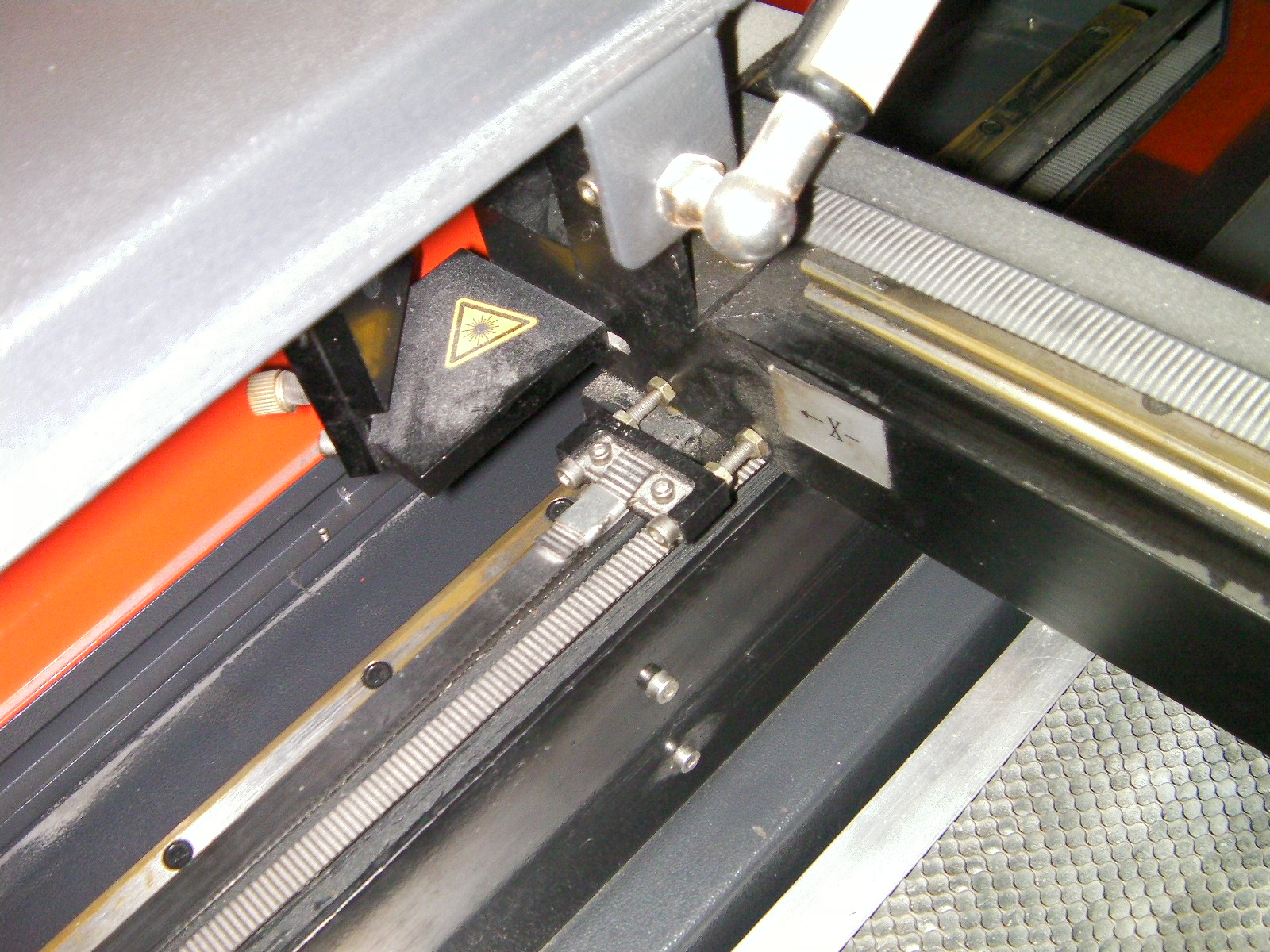
�� �{�菇���́u�E���v�u�����v�̕\�L�́A���[�U�[���H�@���ʂ���������ĉE��ɂ��镨���u�E���v�A���肪�u�����v�ƂȂ�܂��A�B
���[�U�[�l�ɂă��C���e�i���X���s���ۂ́A�{�菇�������{�ɂ��Ă��������B
SUNMAX-QS�V���[�Y�̃��b�g�ɂ��A�\���̌����x���g��������Ă���ꍇ�Ɩ����ꍇ������܂��B
�{�菇���́A�\���x���g�������ꍇ�ɂ��ċL�ڂ���Ă��܂��B
�\���x���g���L��ꍇ�����������Q�Ƃ��Ă��������B
�����x���g�ł͂Ȃ��AY���^�C�~���O�x���g����������ꍇ�́A�{��Ƃ͕s�v�ł��B�v�[���[�������g�p���ăV���t�g���K�v�͂���܂���B
�� �{�菇���́u�E���v�u�����v�̕\�L�́A���[�U�[���H�@���ʂ���������ĉE��ɂ��镨���u�E���v�A���肪�u�����v�ƂȂ�܂��A�B
�@ Y�� �^�C�~���O�x���g�E���̎��O��
Y���^�C�~���O�x���g�E���̃{���g�i��}�A�Ԙg�j���O���܂��B
�A Y�� �^�C�~���O�x���g�����̎��O��
Y���^�C�~���O�x���g�����̃{���g�i��}�A�Ԙg�j���O���܂��B
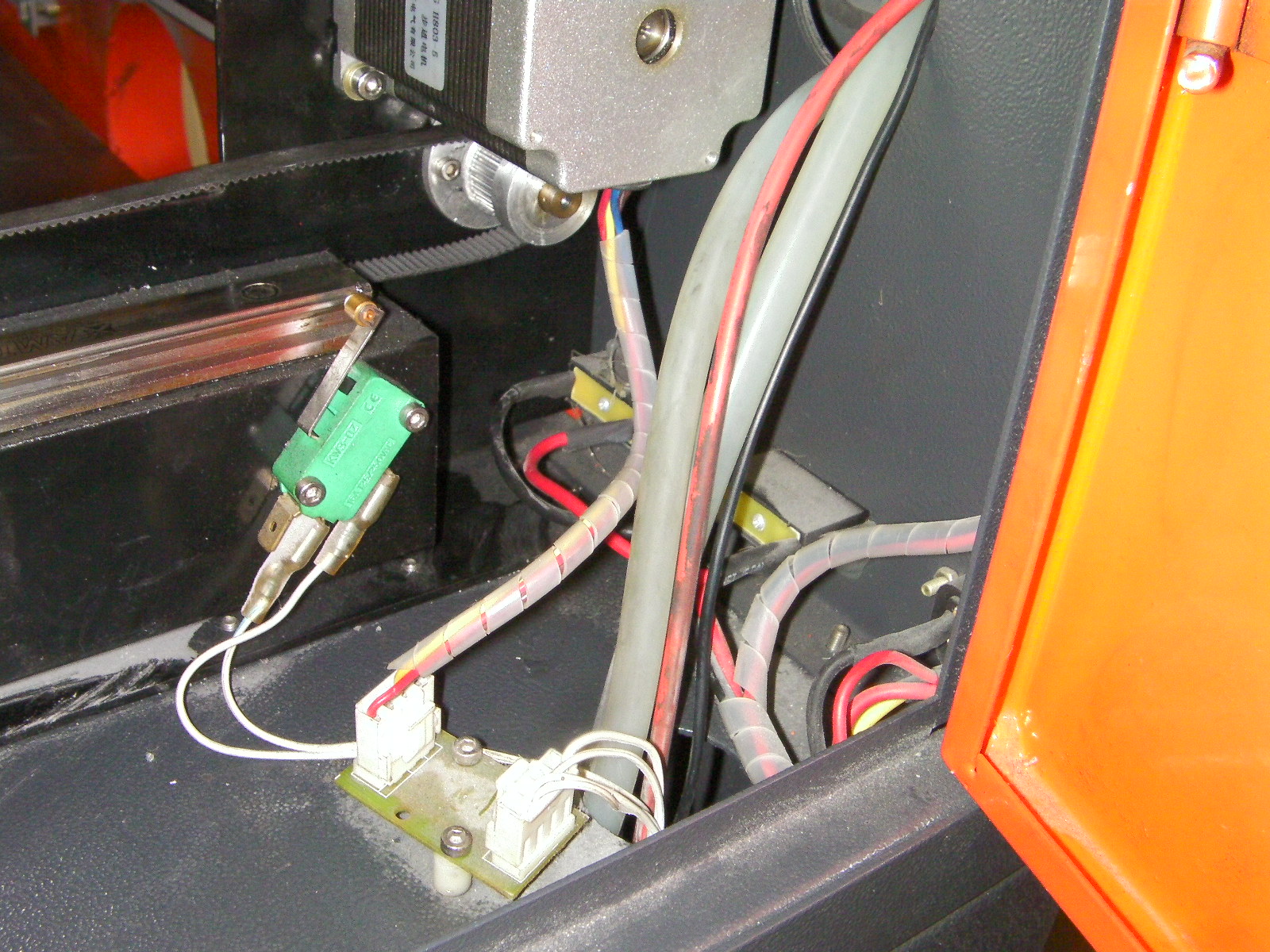
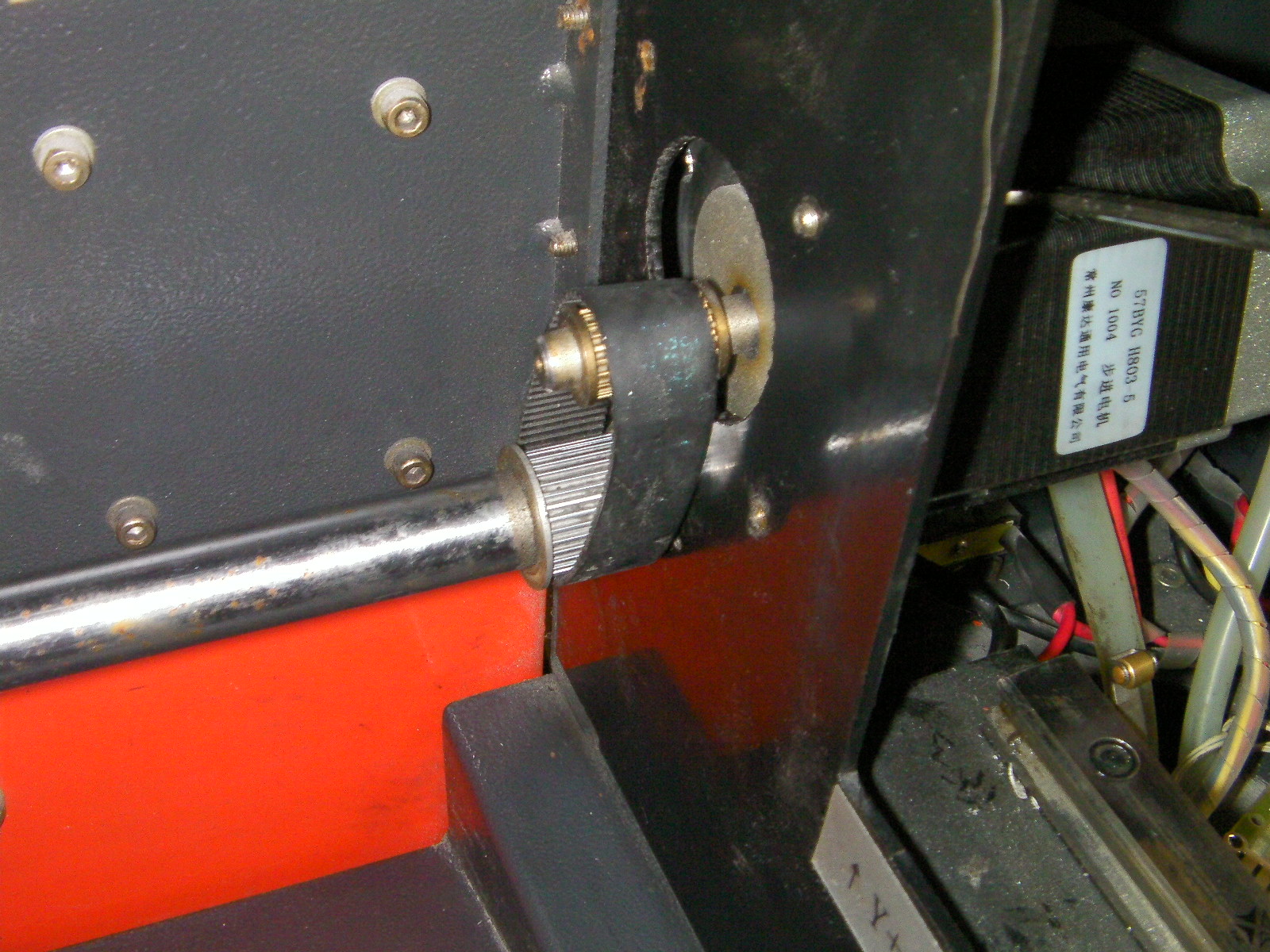
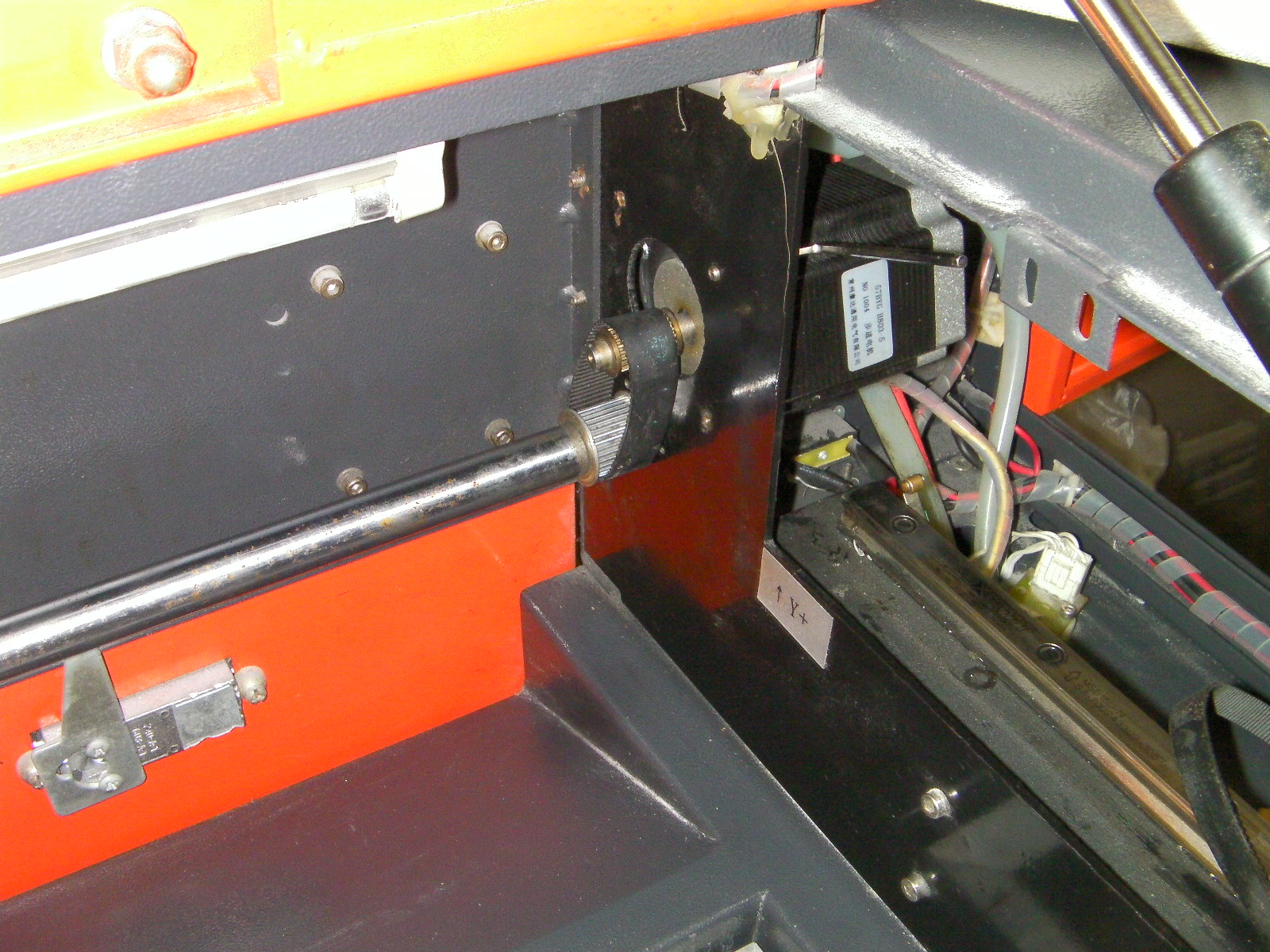
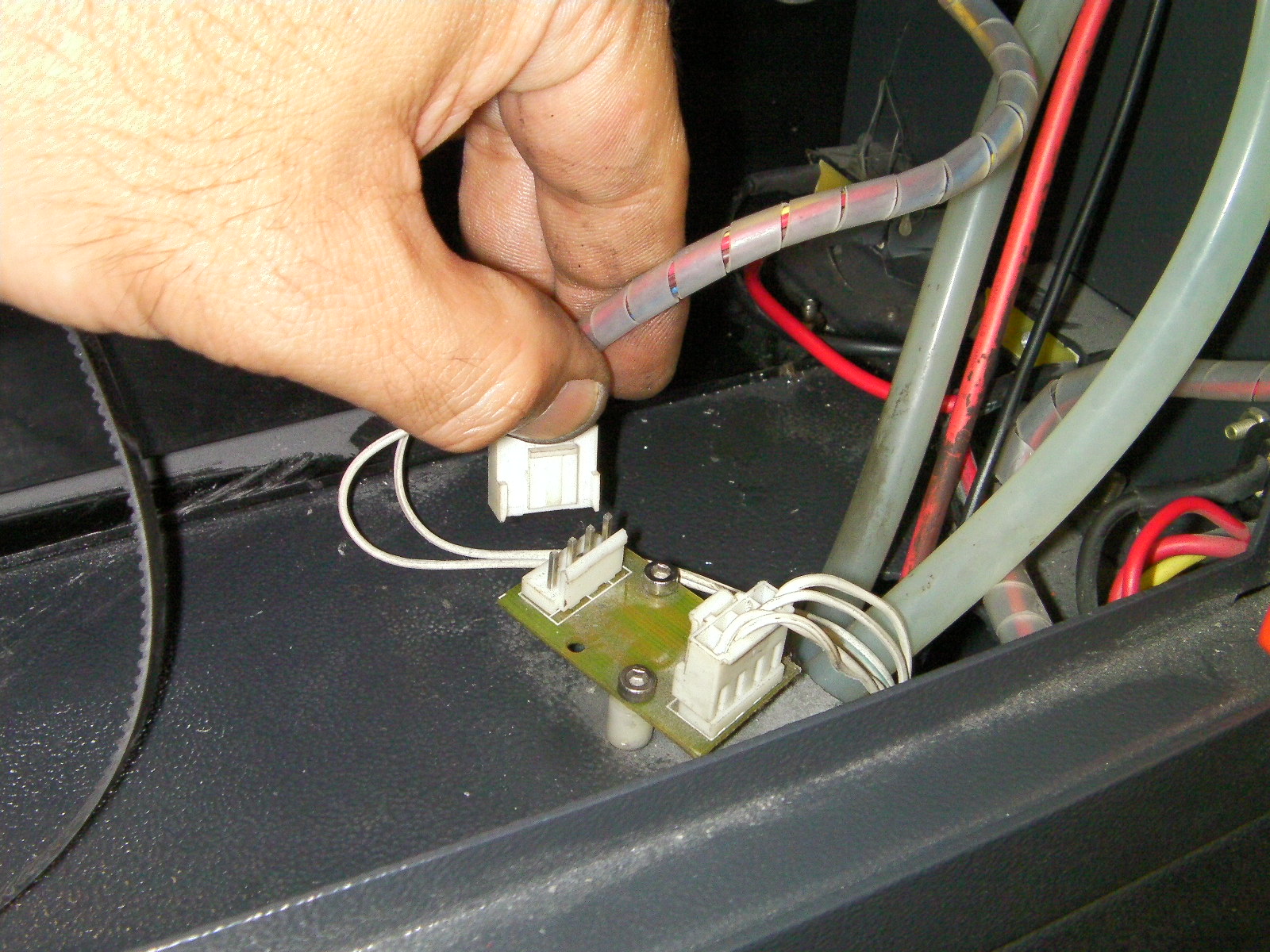
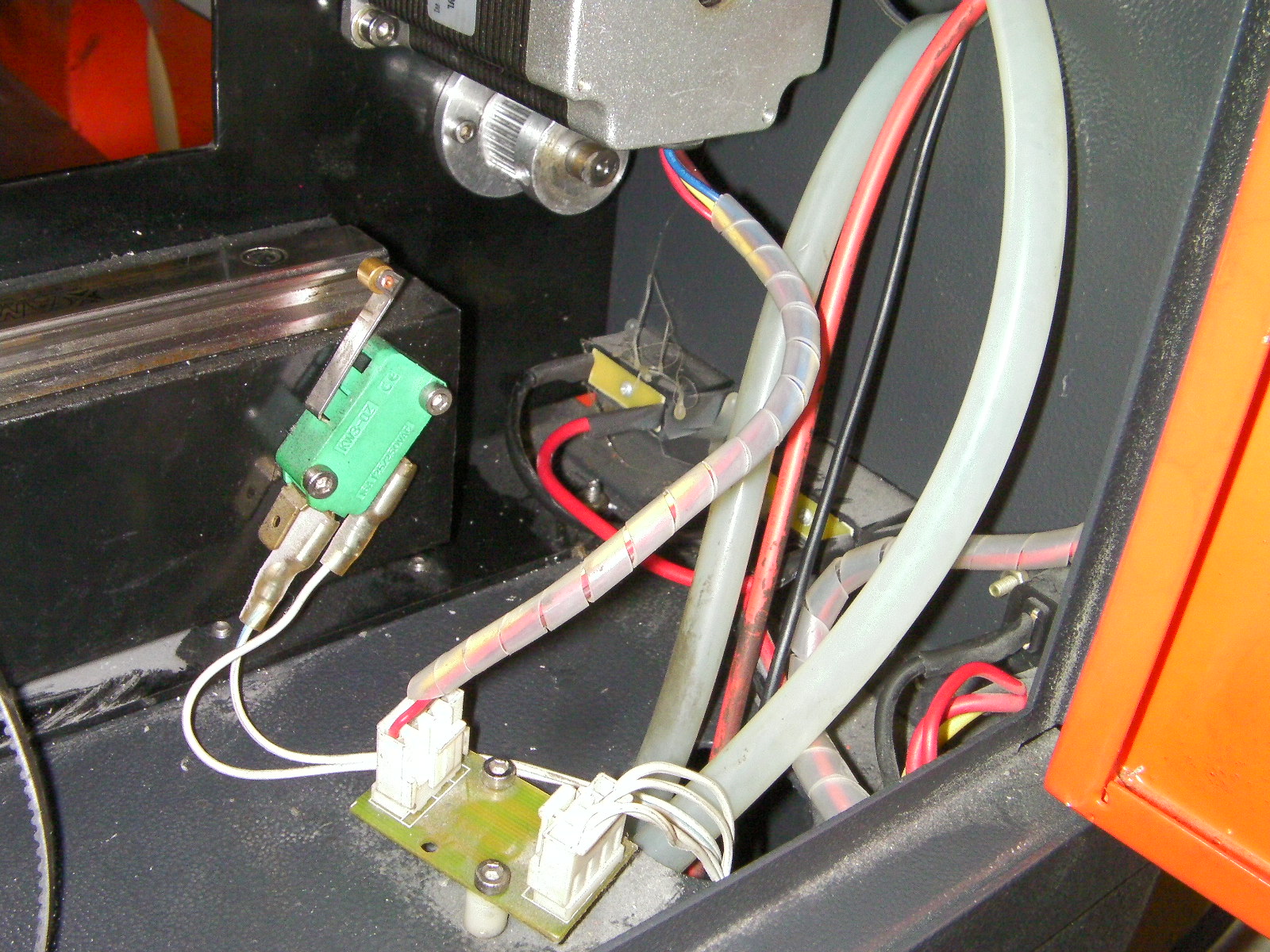
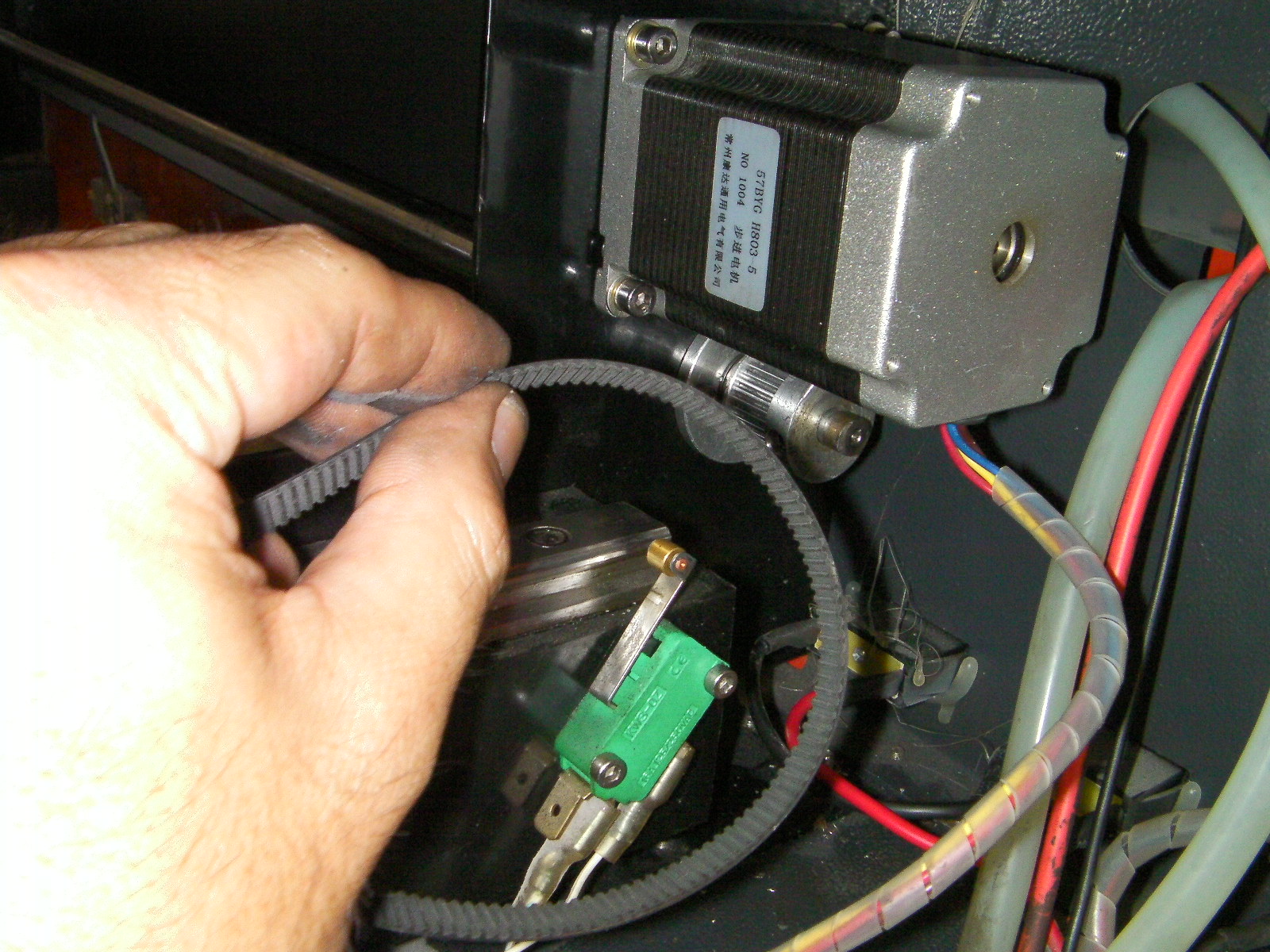
�B Y���X�e�b�s���O���[�^�̃R�l�N�^���O���܂�
�E������J���܂��B


Y���X�e�b�s���O���[�^�́A�����ɂ���܂��B
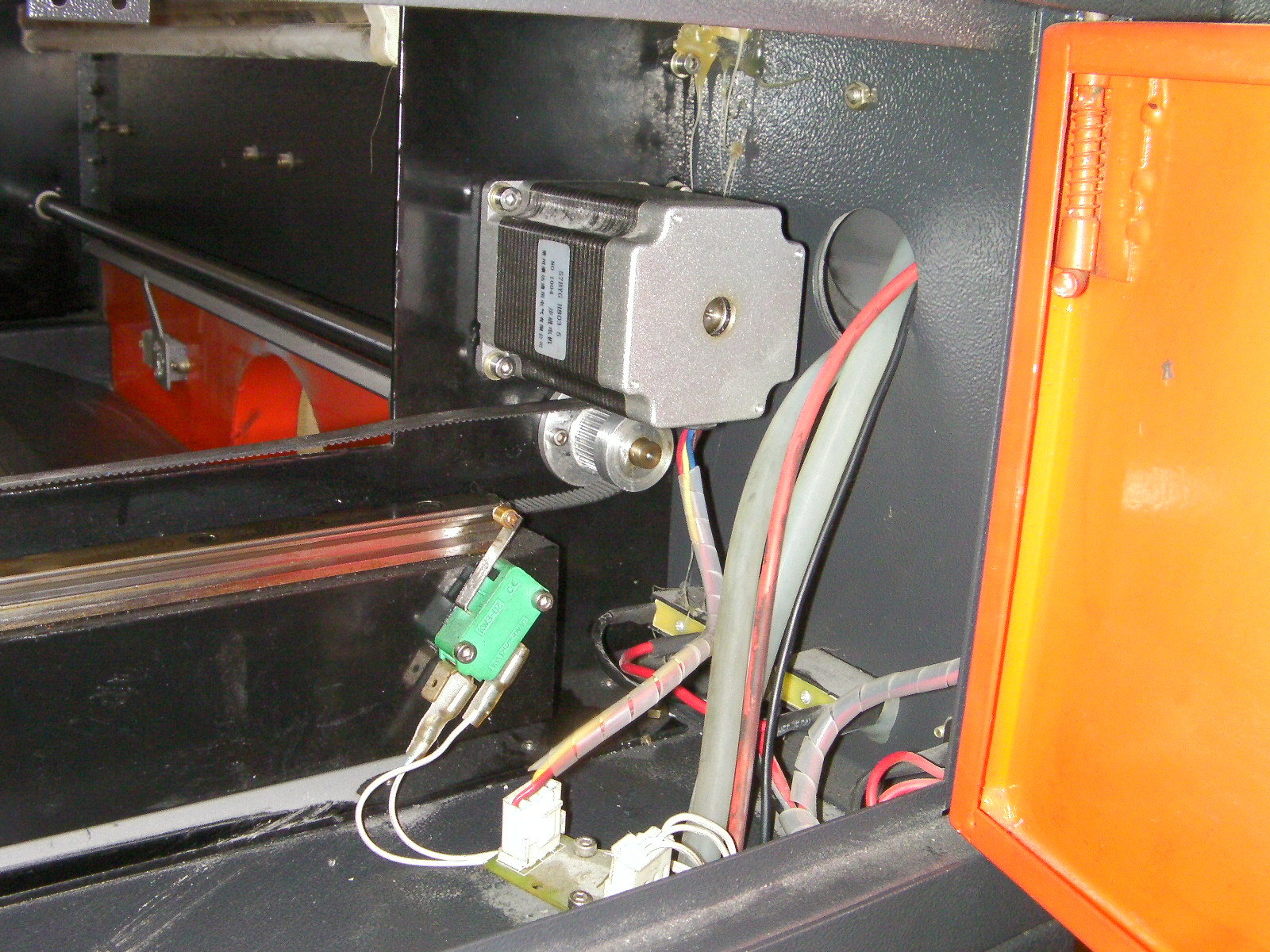
Y���X�e�b�s���O���[�^����L�тĂ��郊�[�h���̃R�l�N�^���O���܂��B

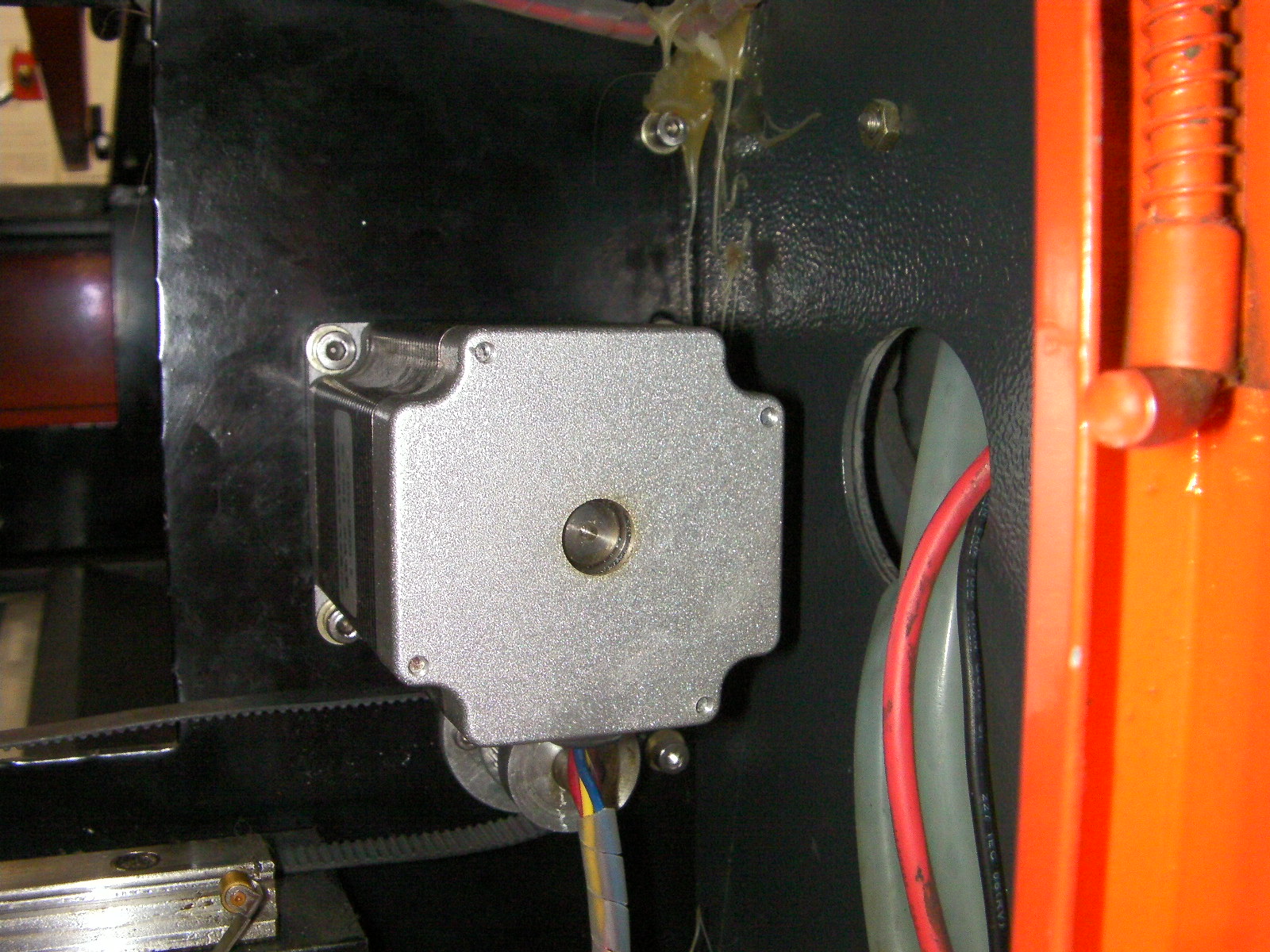
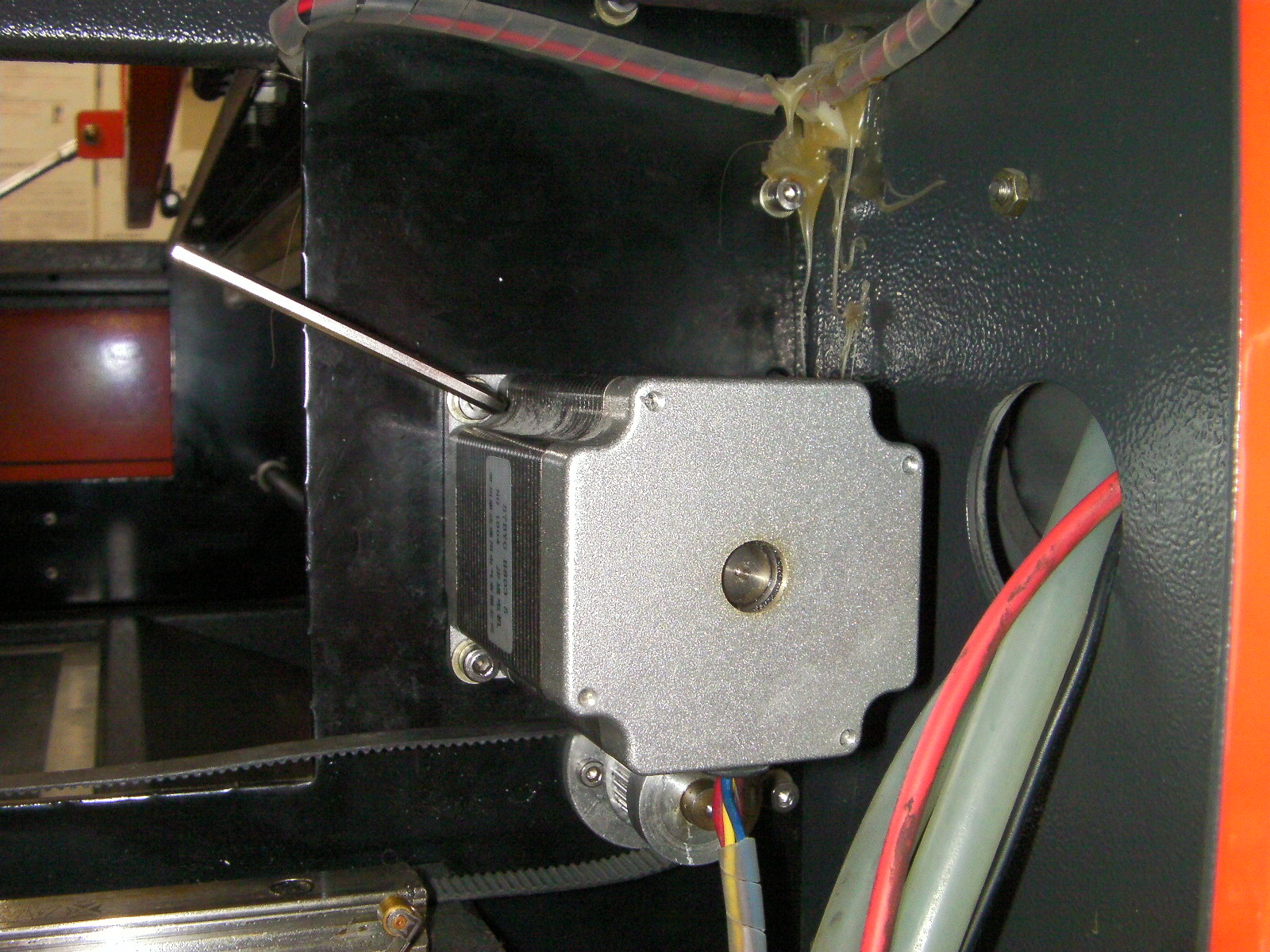
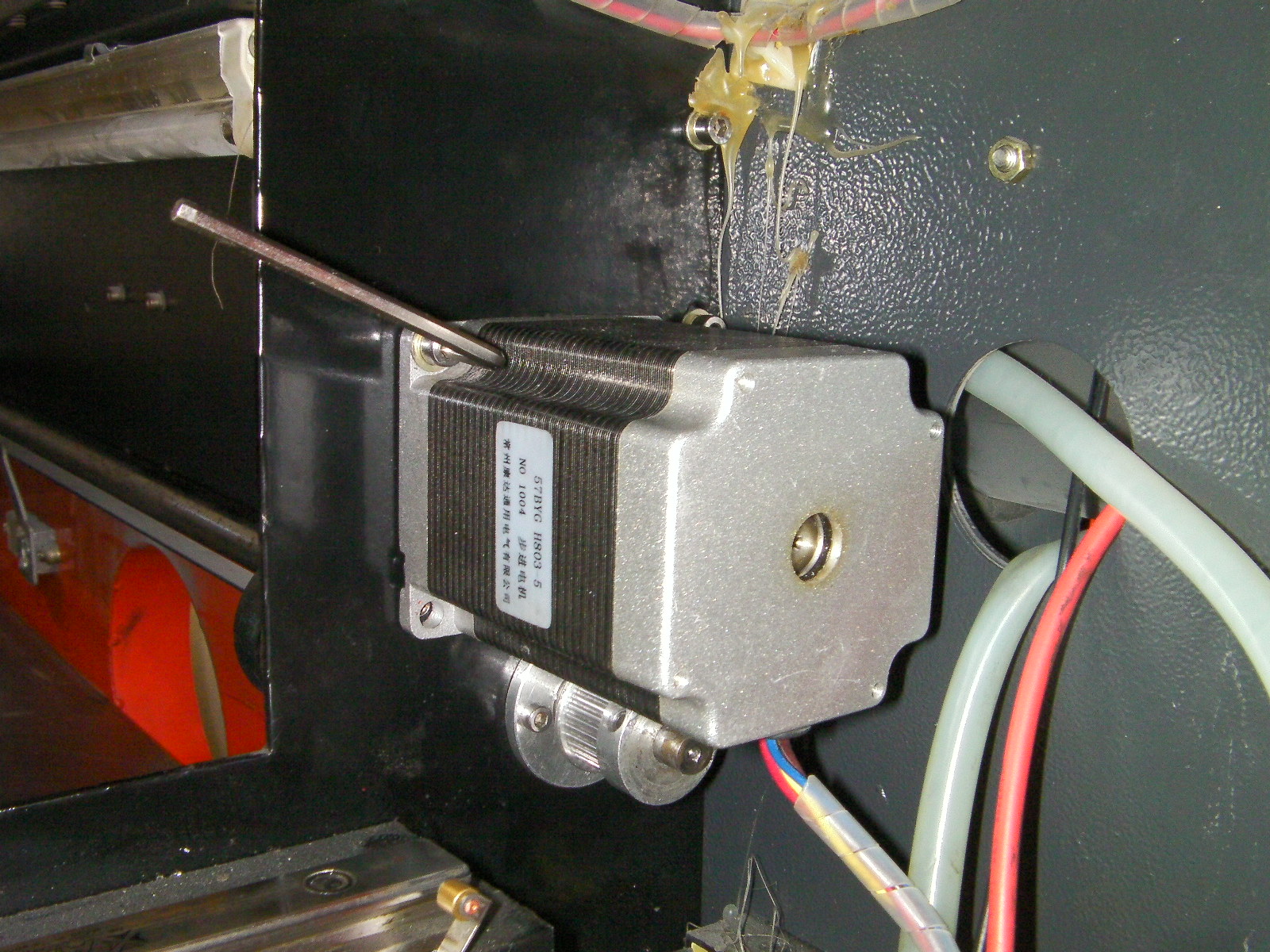
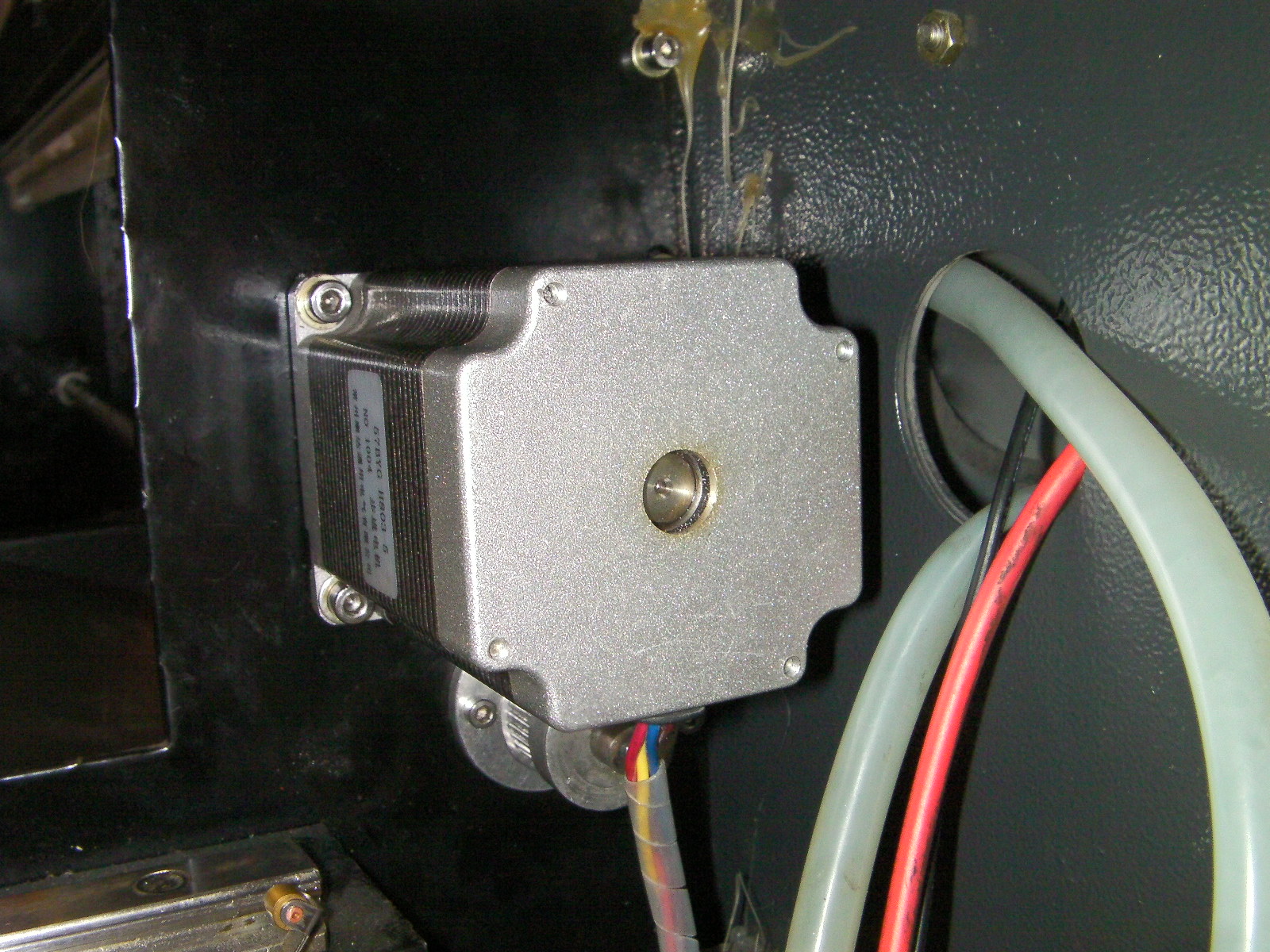
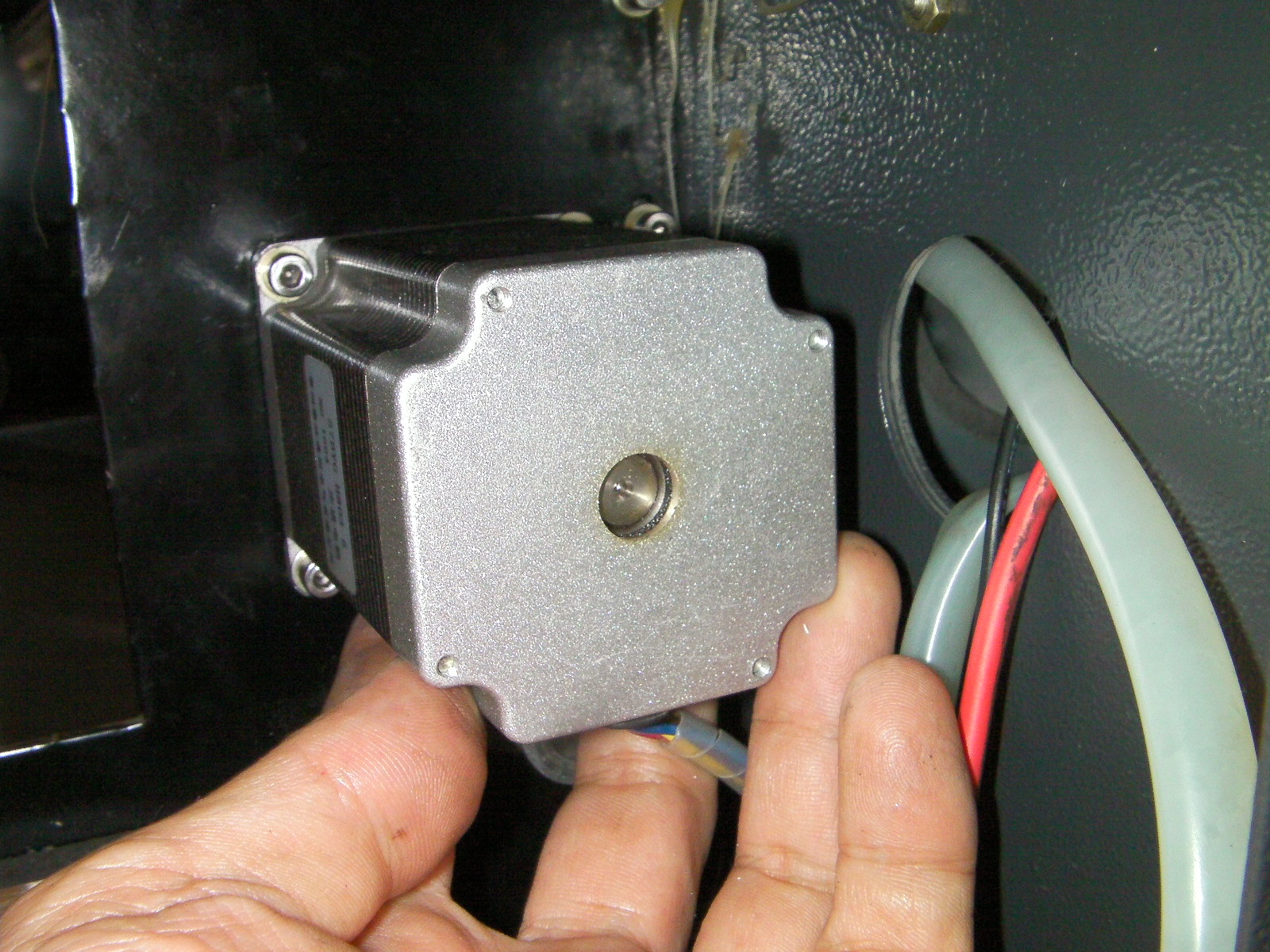
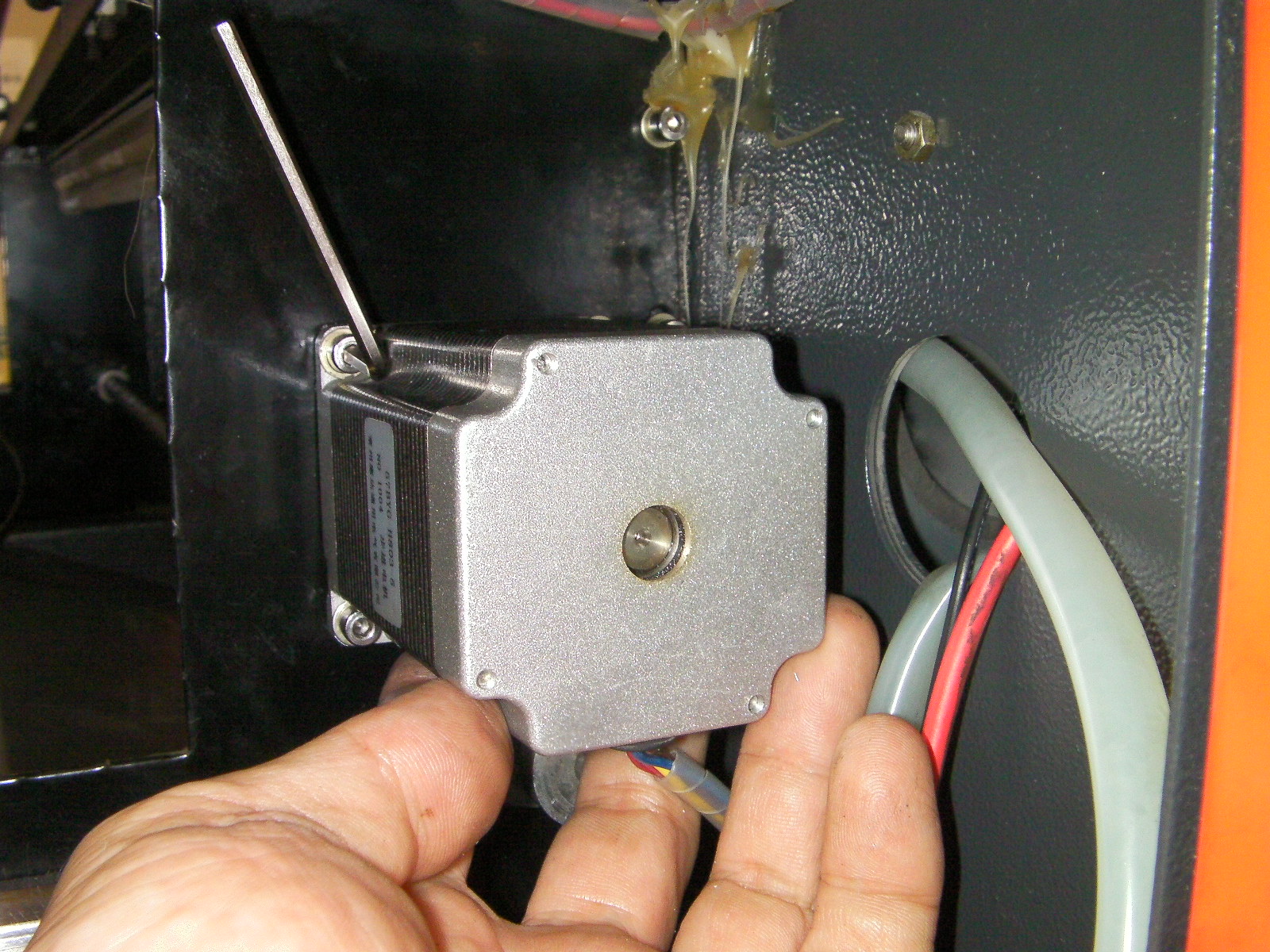
�C Y���X�e�b�s���O���[�^�����O���܂�
Y���X�e�b�s���O���[�^���Œ肵�Ă���l�W���O���܂��B�l�W�͂S�J���Ŏ~�܂��Ă���̂ŁA�S�ĊO���Ă��������B
���[�U�[���H�@�t���i�̍H����̂���Z�p�����`�ŊO�����Ƃ��ł��܂����A�ꏊ�������A��Ɛ����ǂ��Ȃ��̂ŁA�H��̍H�v���K�v�ł��B
���[�U�[���H�@�t���i�̍H����̂���Z�p�����`�ŊO�����Ƃ��ł��܂����A�ꏊ�������A��Ɛ����ǂ��Ȃ��̂ŁA�H��̍H�v���K�v�ł��B
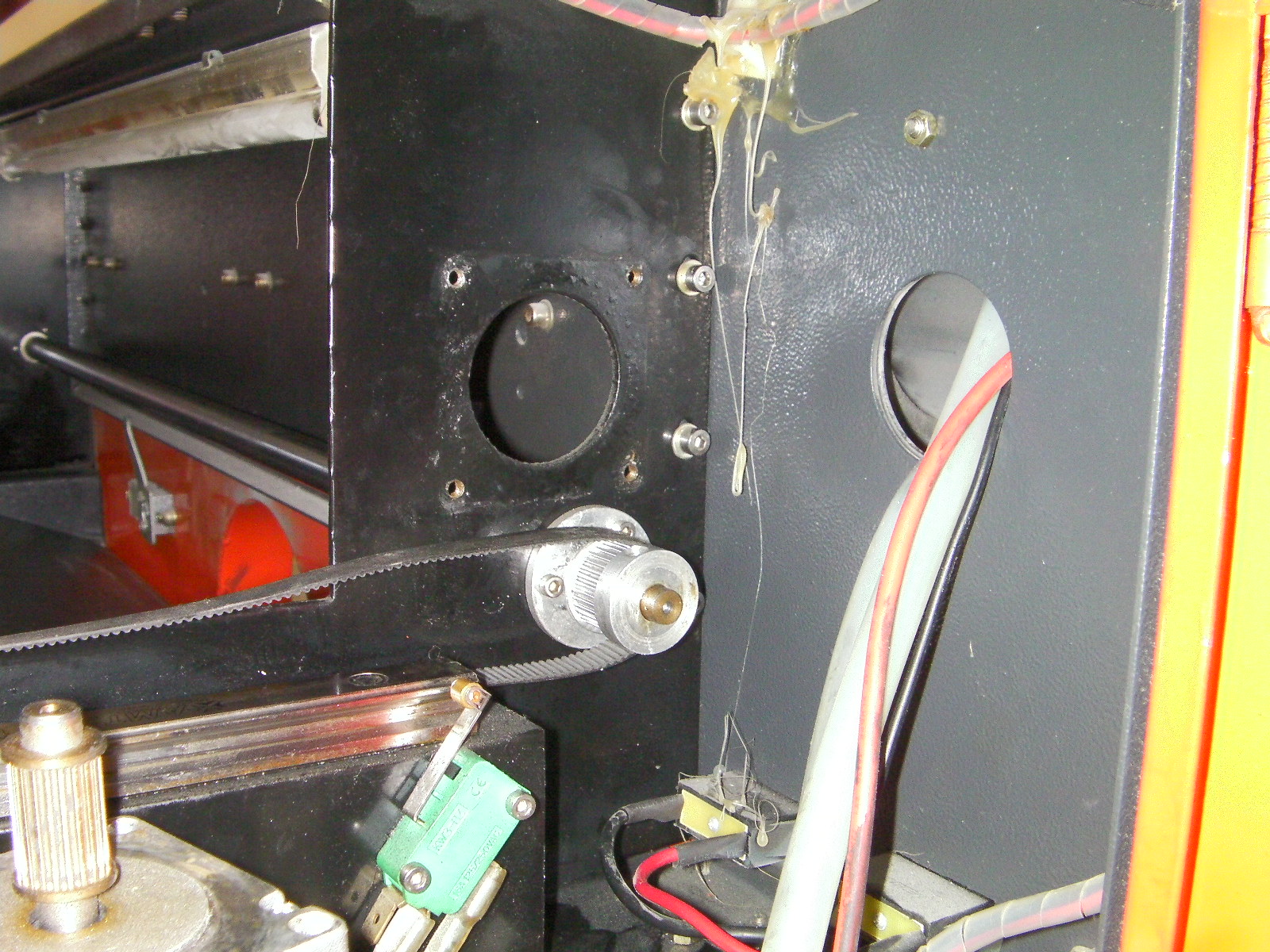
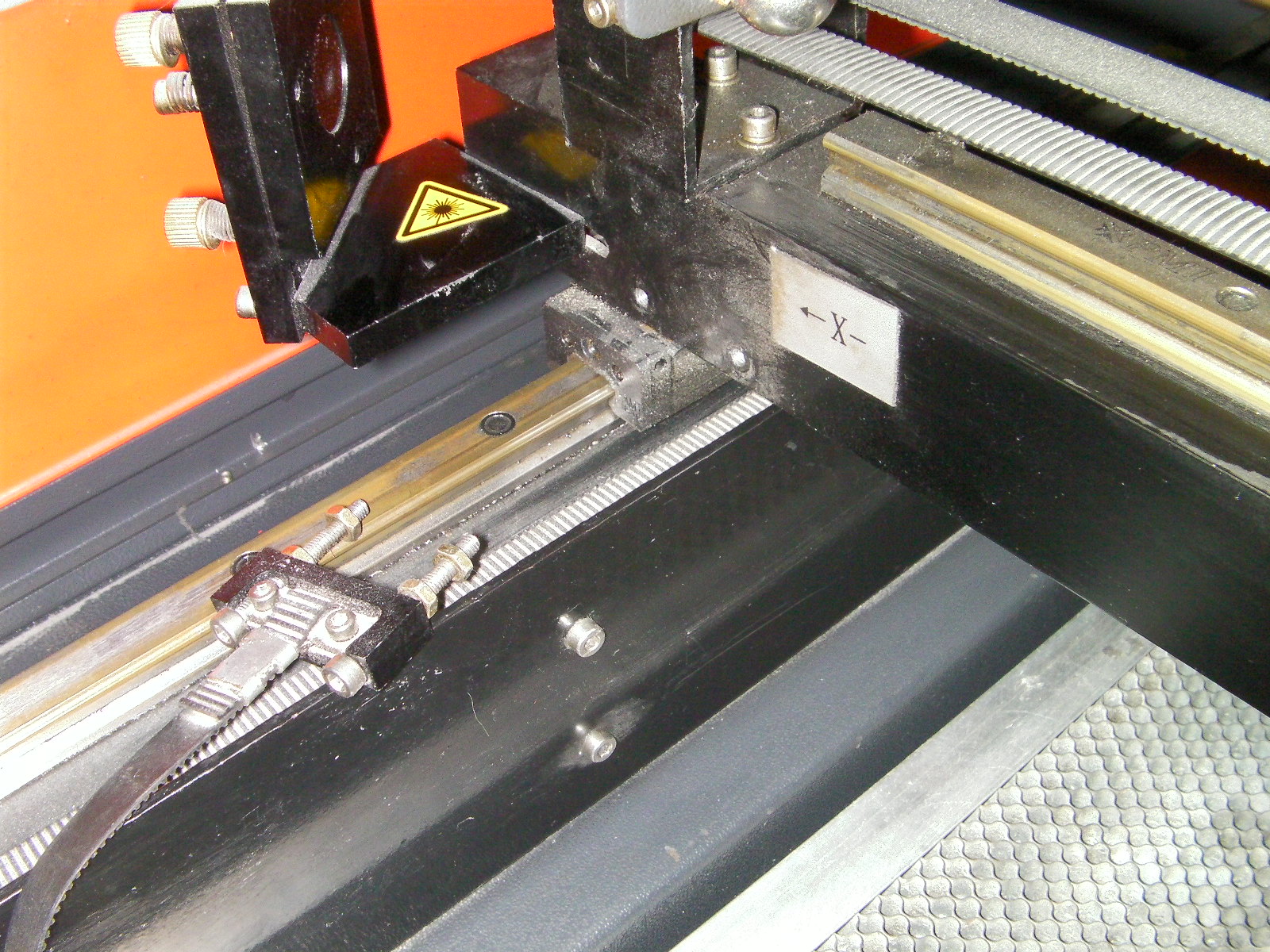
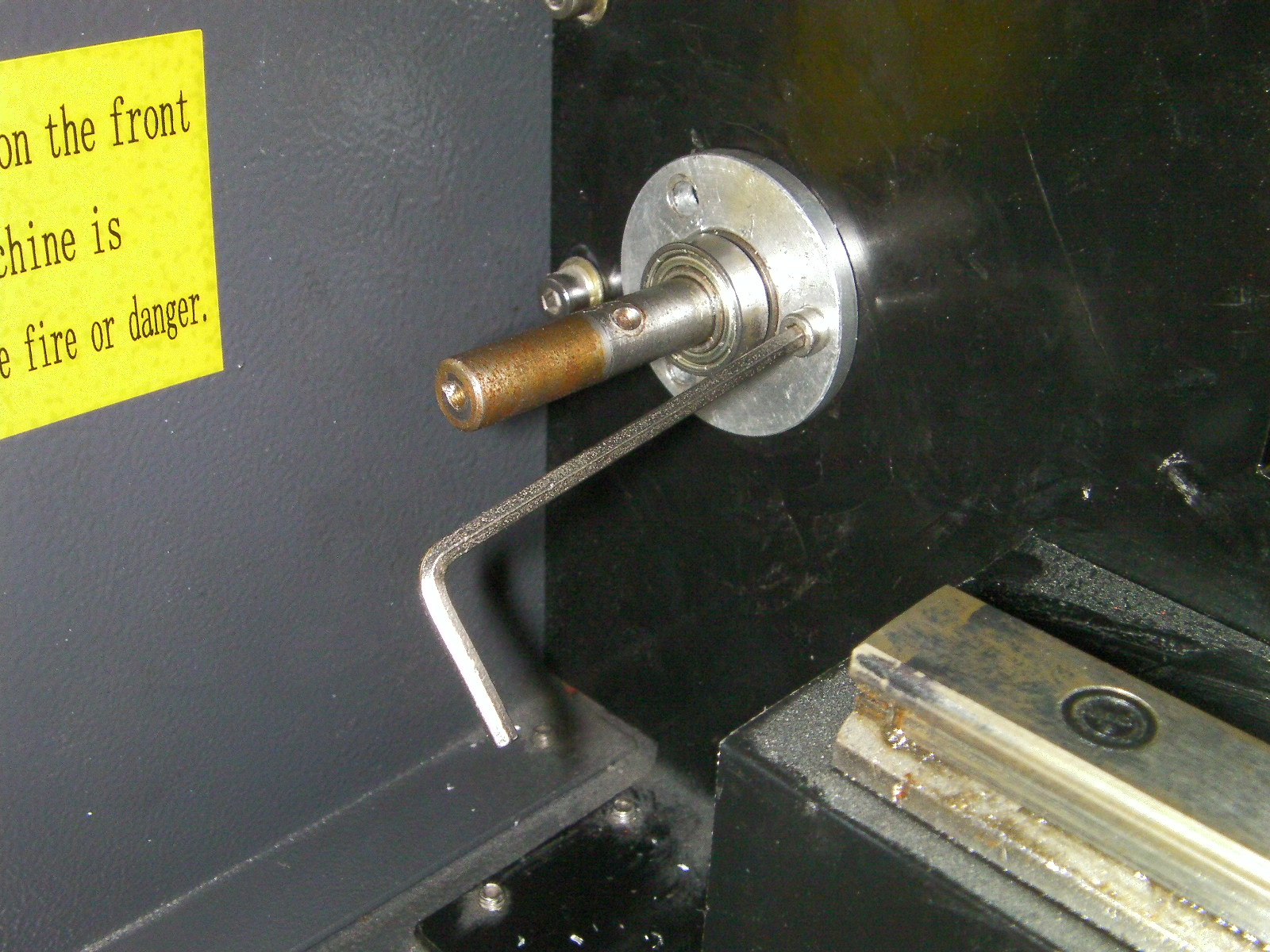
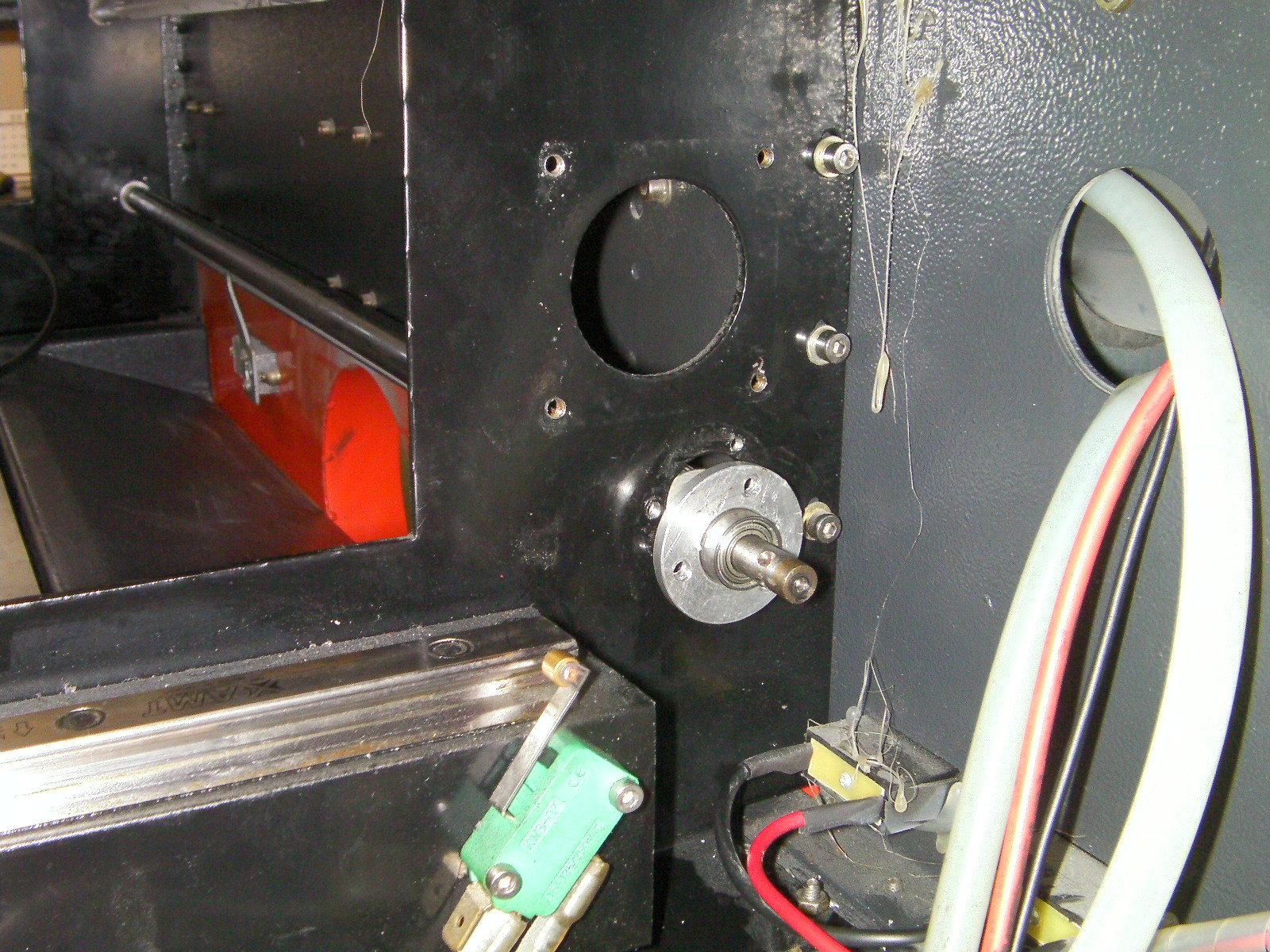
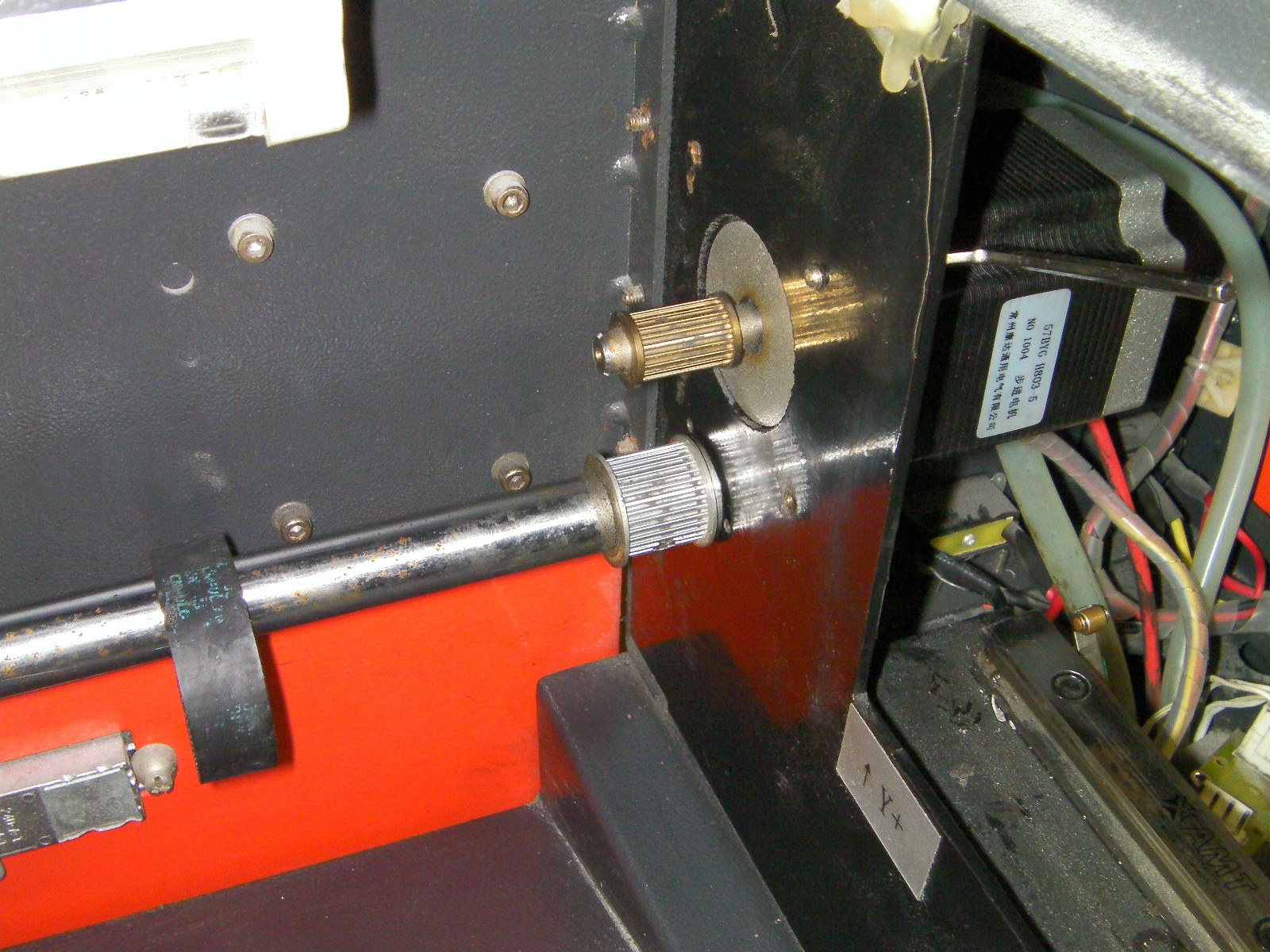
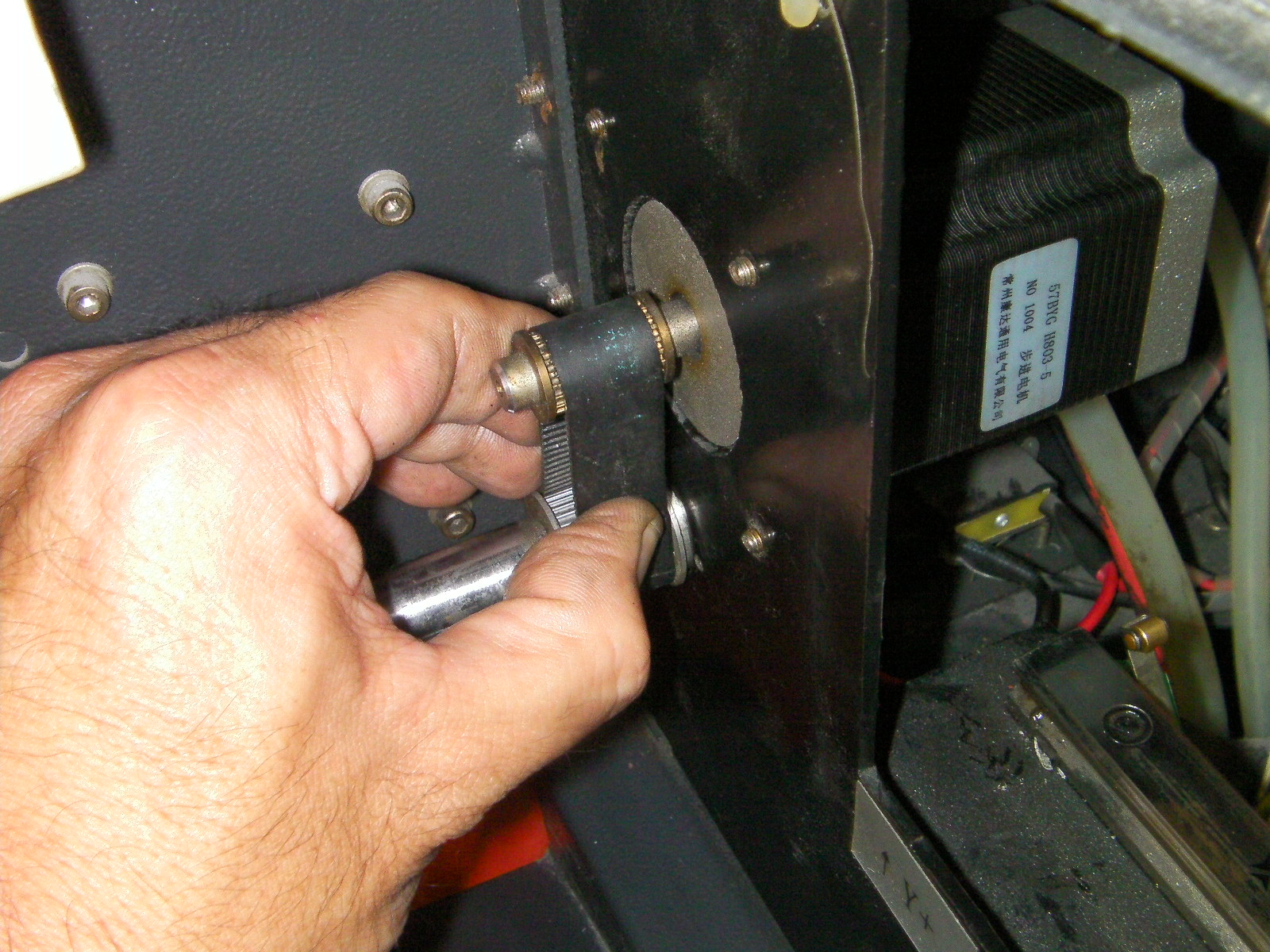
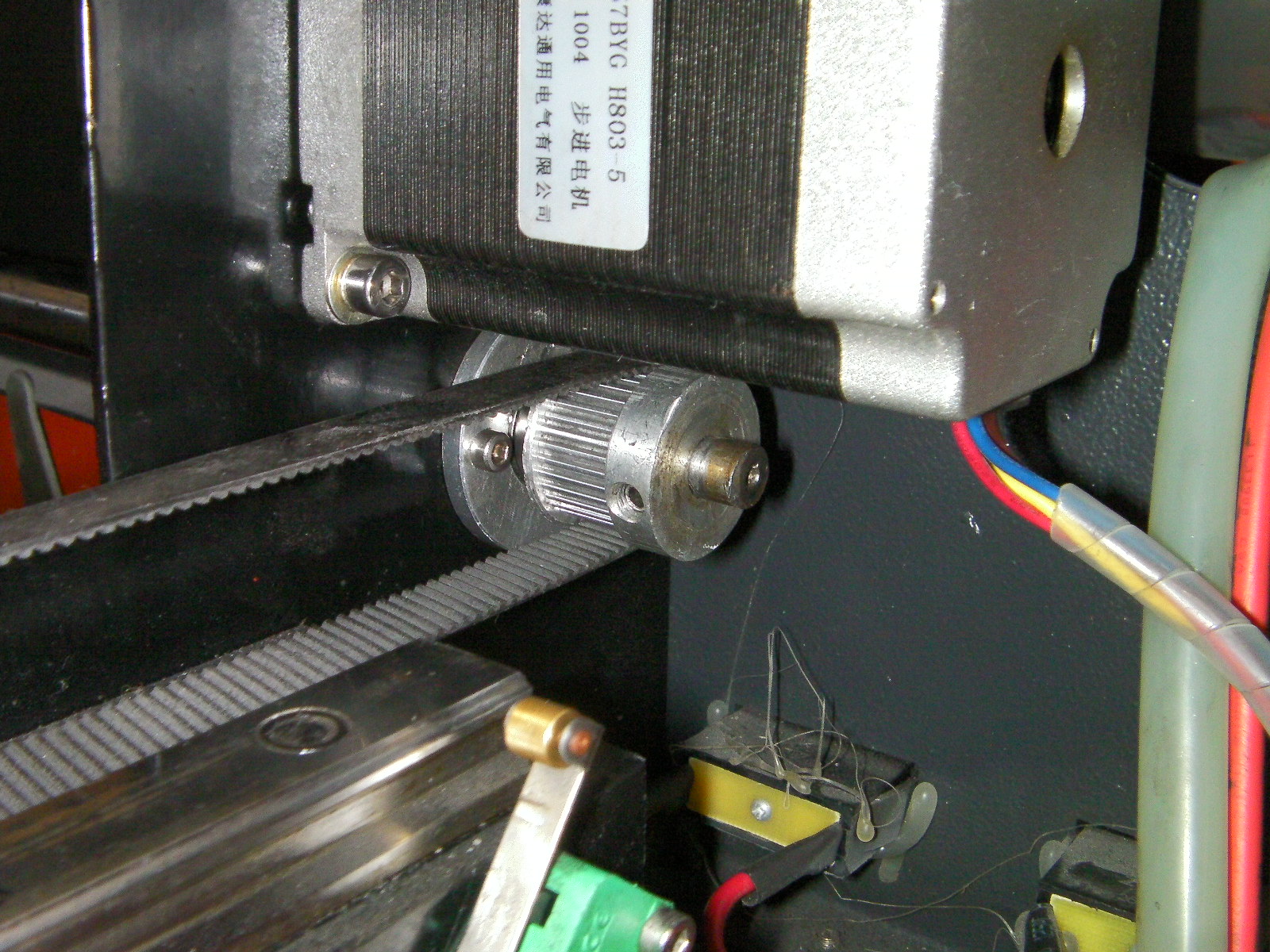
�D �E����Y���v�[���[�����O���܂�
������Y���v�[���[�́A�C�Ŏ��O����Y���X�e�b�s���O���[�^�[�̉����ɂ���܂��B
�v�[���[���Œ肵�Ă��郂�l�W��Z�p�����`���g���Ċɂ߂܂��B�C���l�W�͂Q�J������܂��B
���̎��A�C���l�W�̓v�[���[����O���Ă��܂��̂ł͂Ȃ��A�ɂ߂邾���ɂ��Ă��������B�T��]�����炢���K���ł��B
���̎��A�C���l�W�̓v�[���[����O���Ă��܂��̂ł͂Ȃ��A�ɂ߂邾���ɂ��Ă��������B�T��]�����炢���K���ł��B

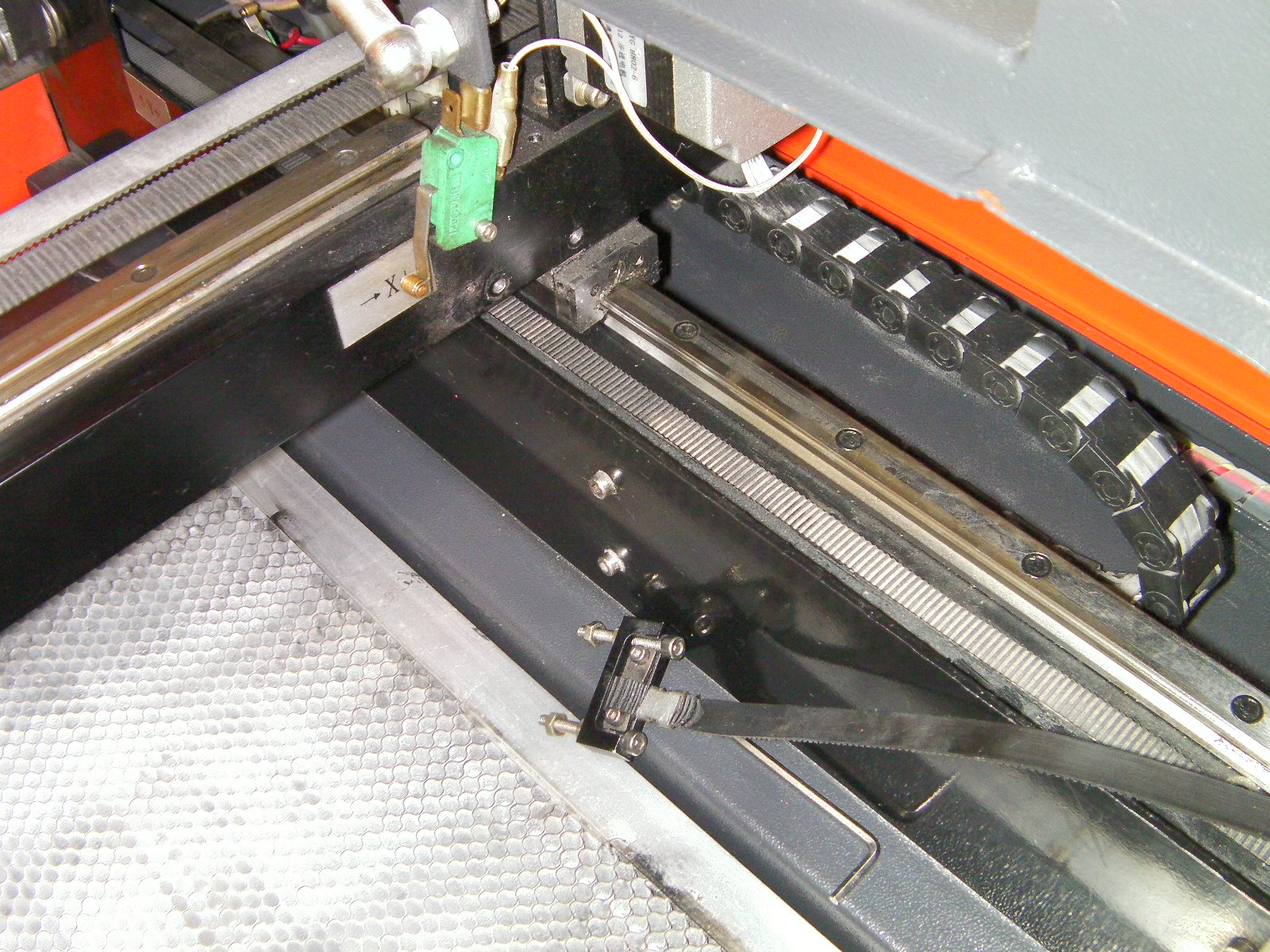
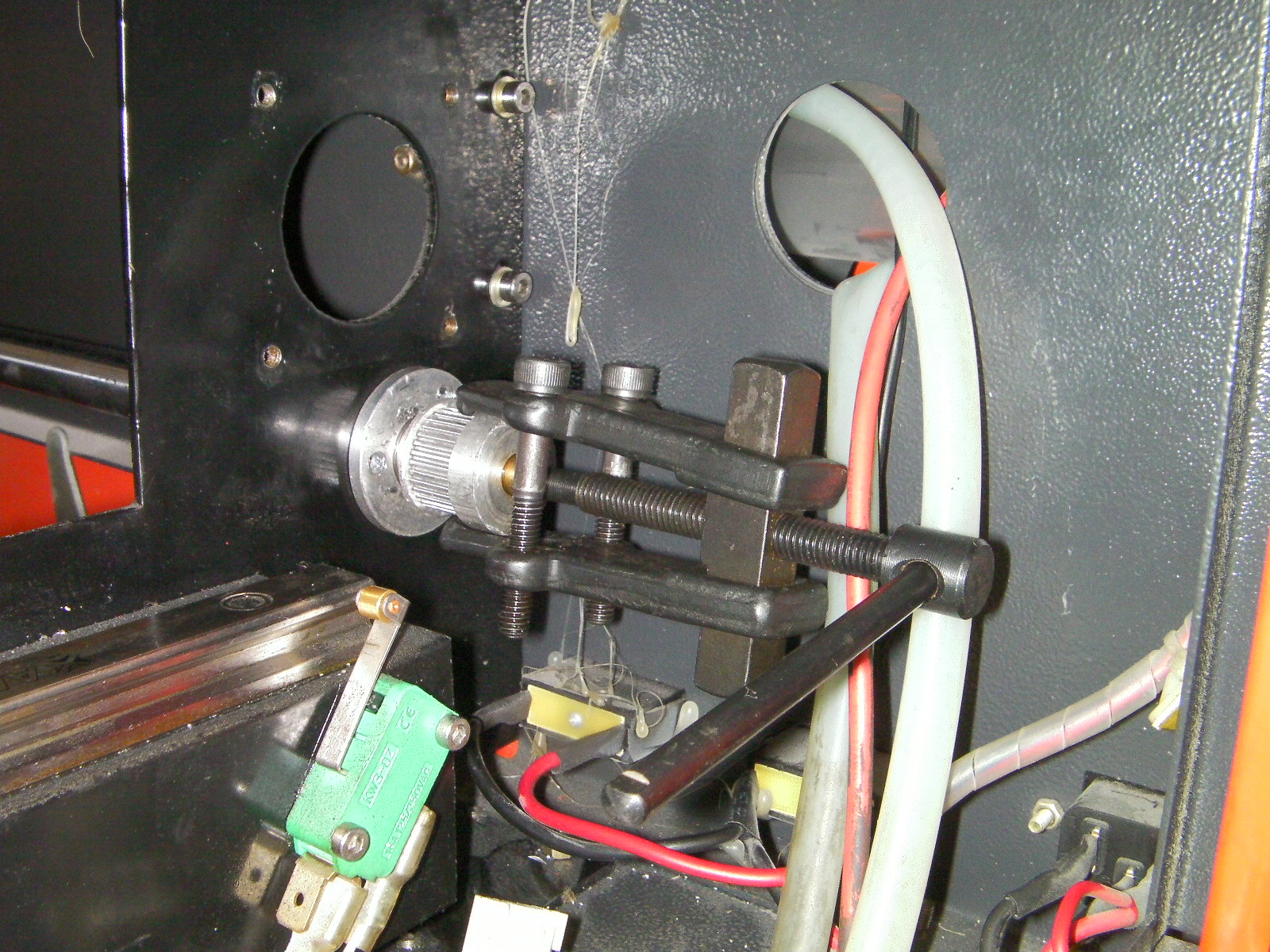
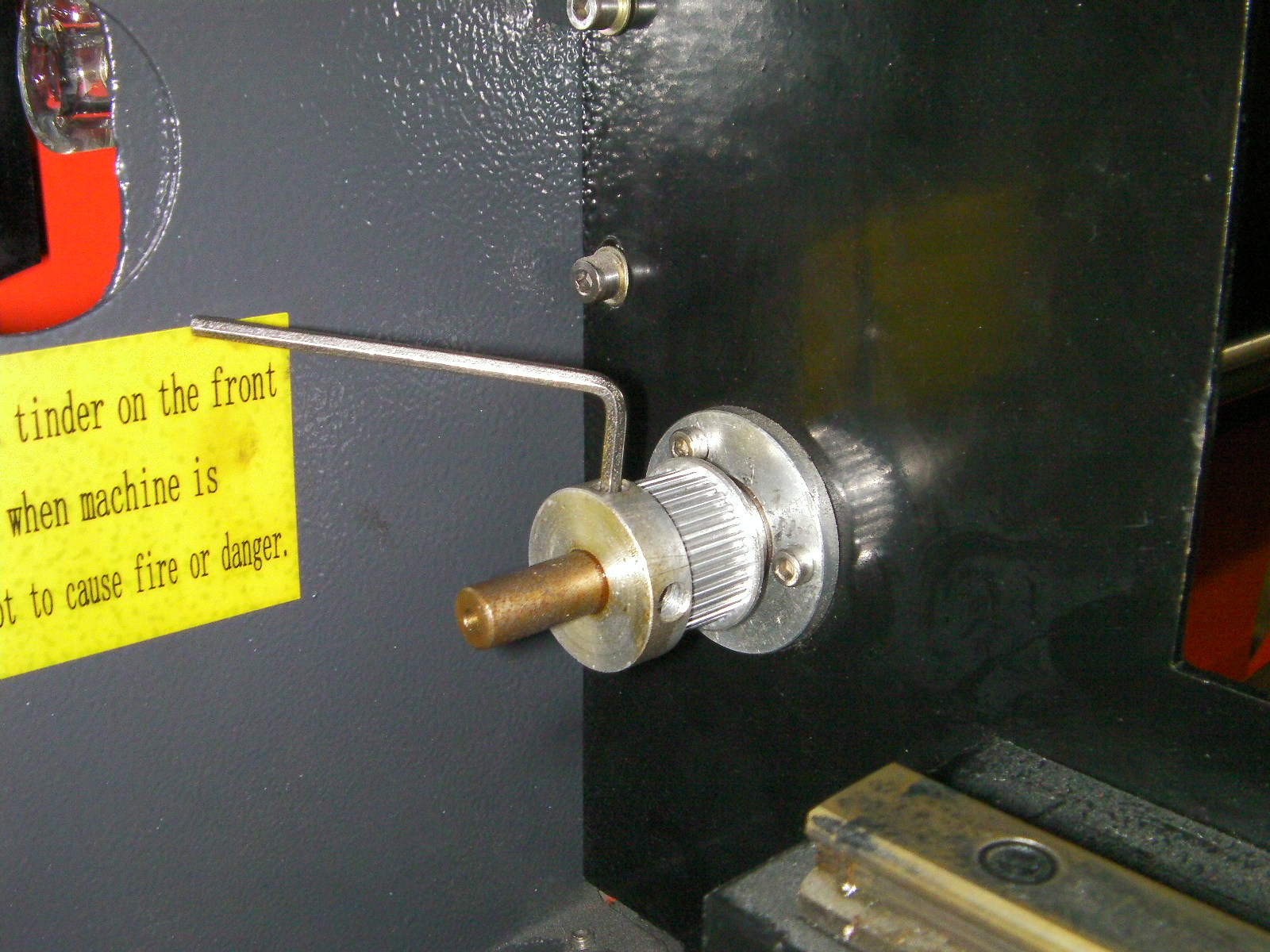
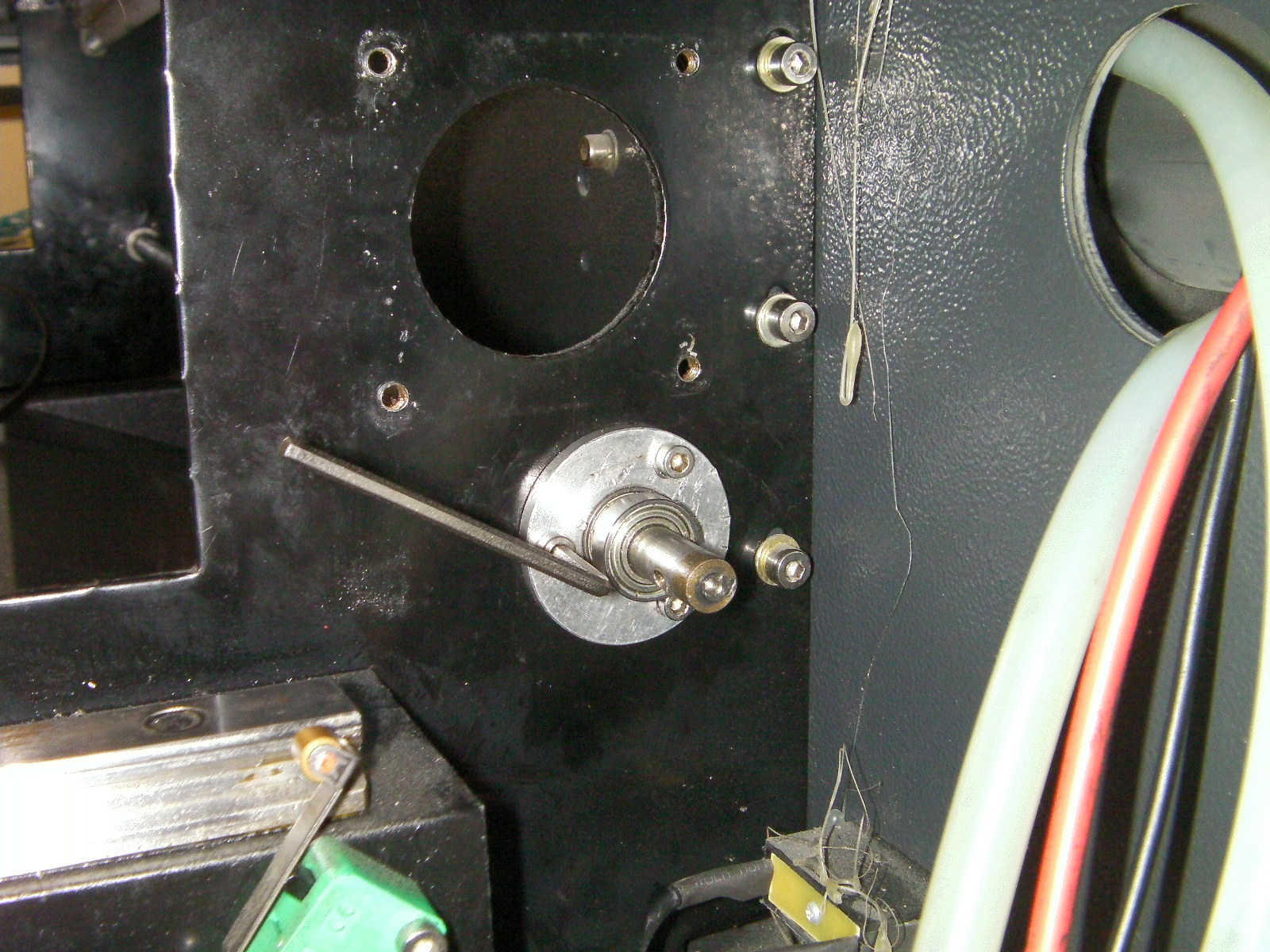
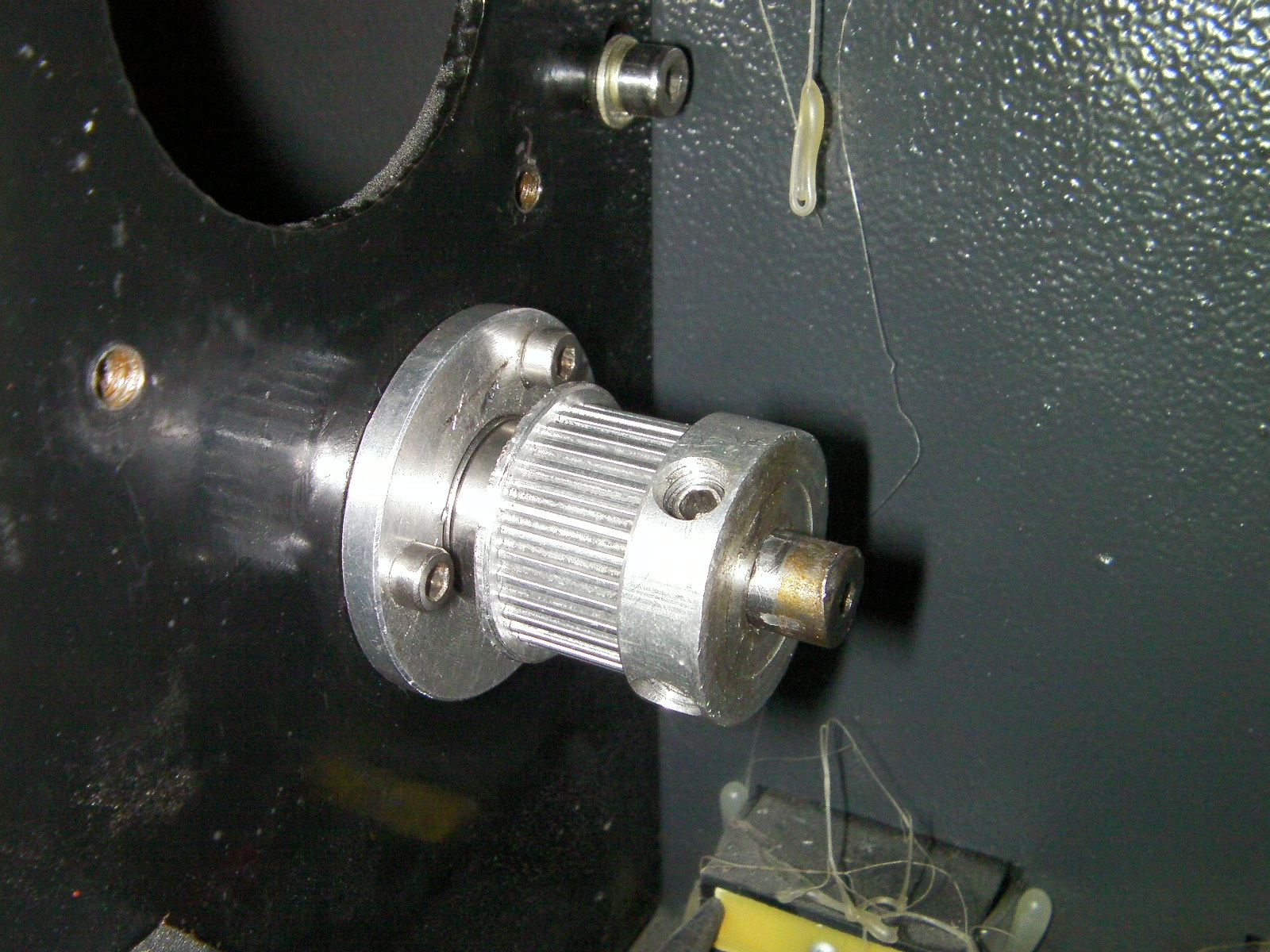
�v�[���[�������g�p���āA�v�[���[���V���t�g���甲���܂��B�X�y�[�X���ƂĂ������A�H��̑傫���A�V���t�g�a���̊W����A�v�[���[�����p�̍H��͑I�ԕK�v������܂��B
���[�U�[�l����Ƃ��s���ꍇ�A�K�v�ɉ����āA�ʐ^�̂悤�ȁA�g�p�\�ȃv�[���[�����H���ݗ^�������܂��B
���[�U�[�l����Ƃ��s���ꍇ�A�K�v�ɉ����āA�ʐ^�̂悤�ȁA�g�p�\�ȃv�[���[�����H���ݗ^�������܂��B
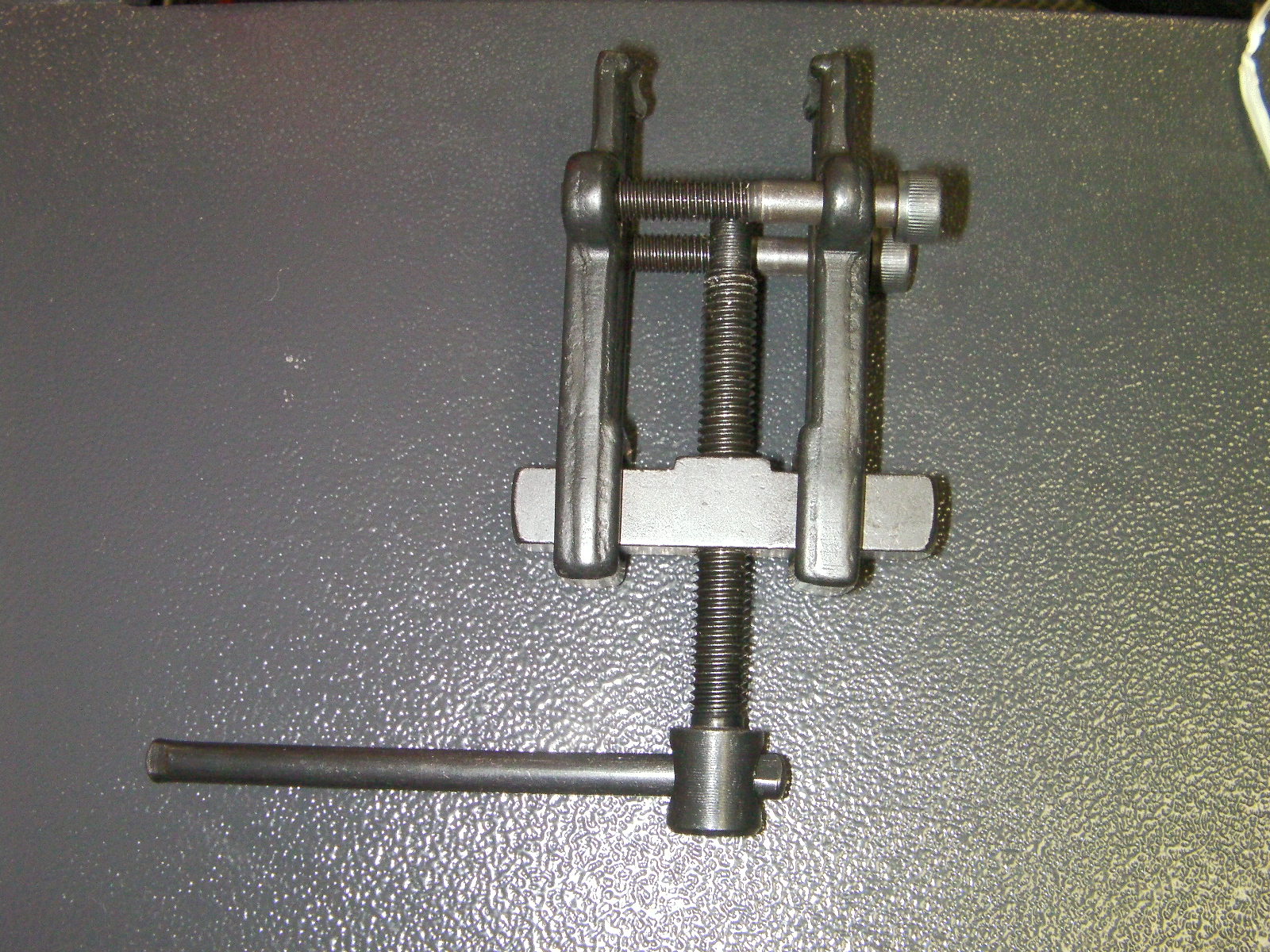
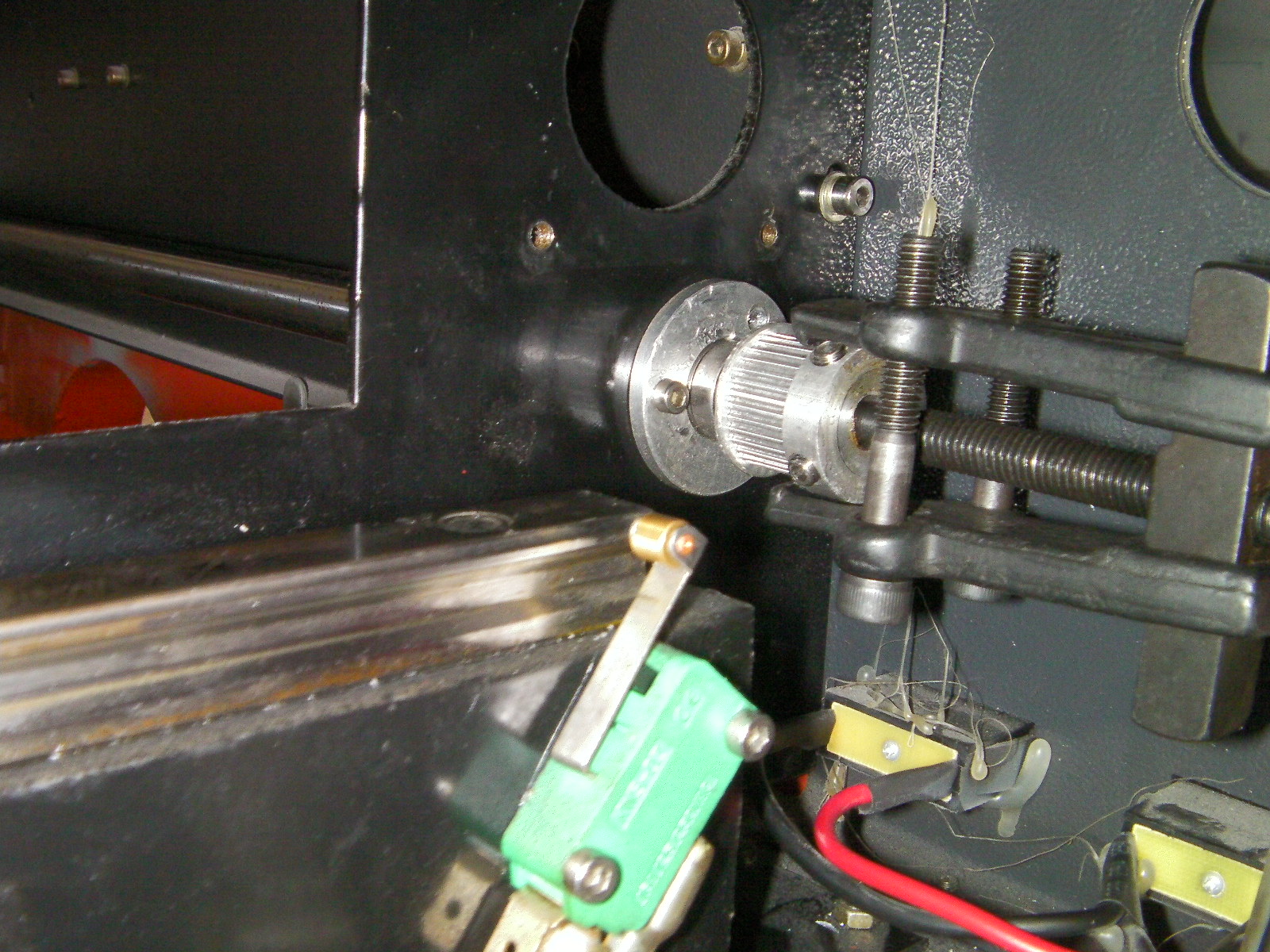
�v�[���[�����͉E�ʐ^�̂悤�ɃZ�b�g���Ă��������B
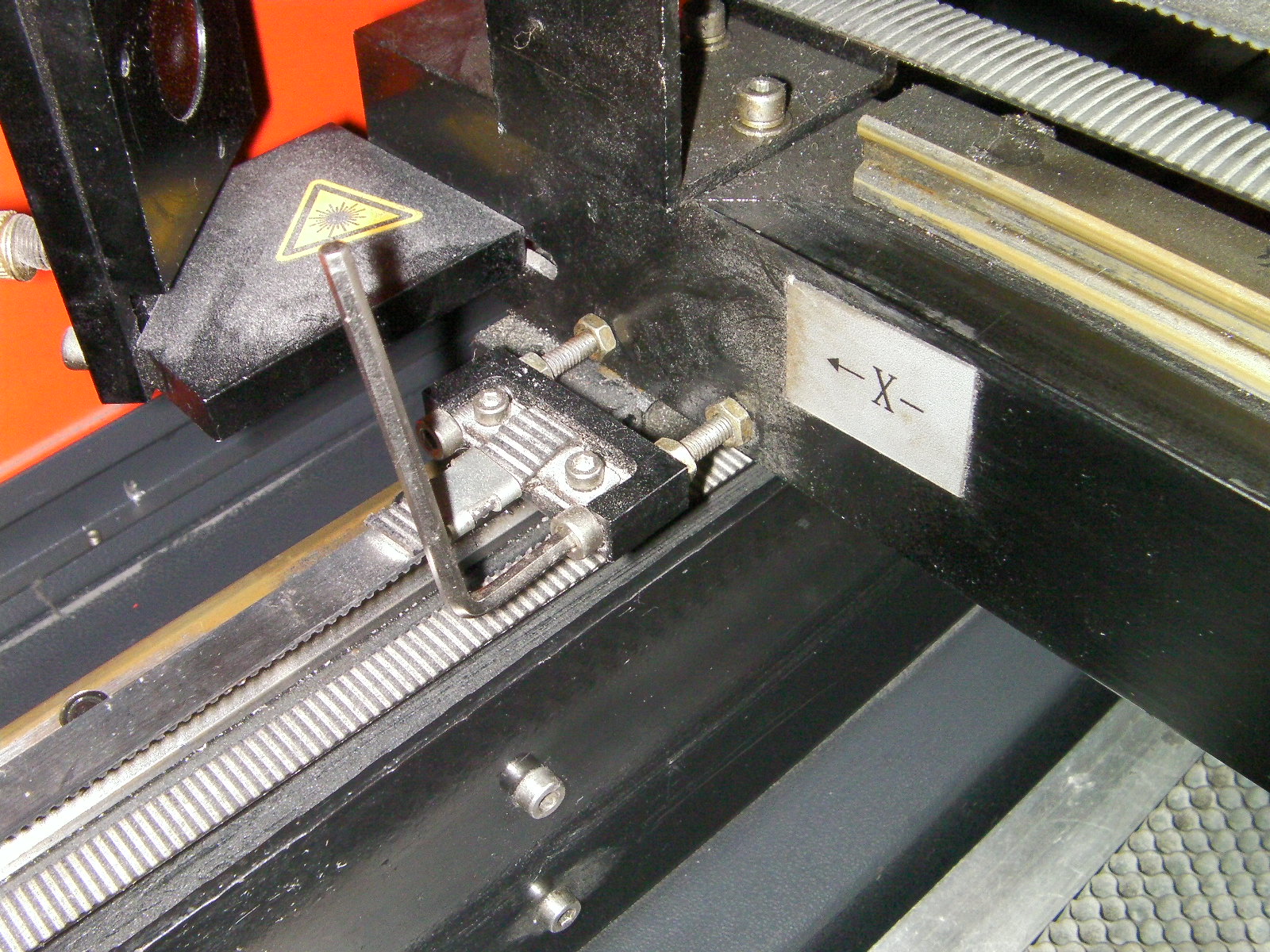
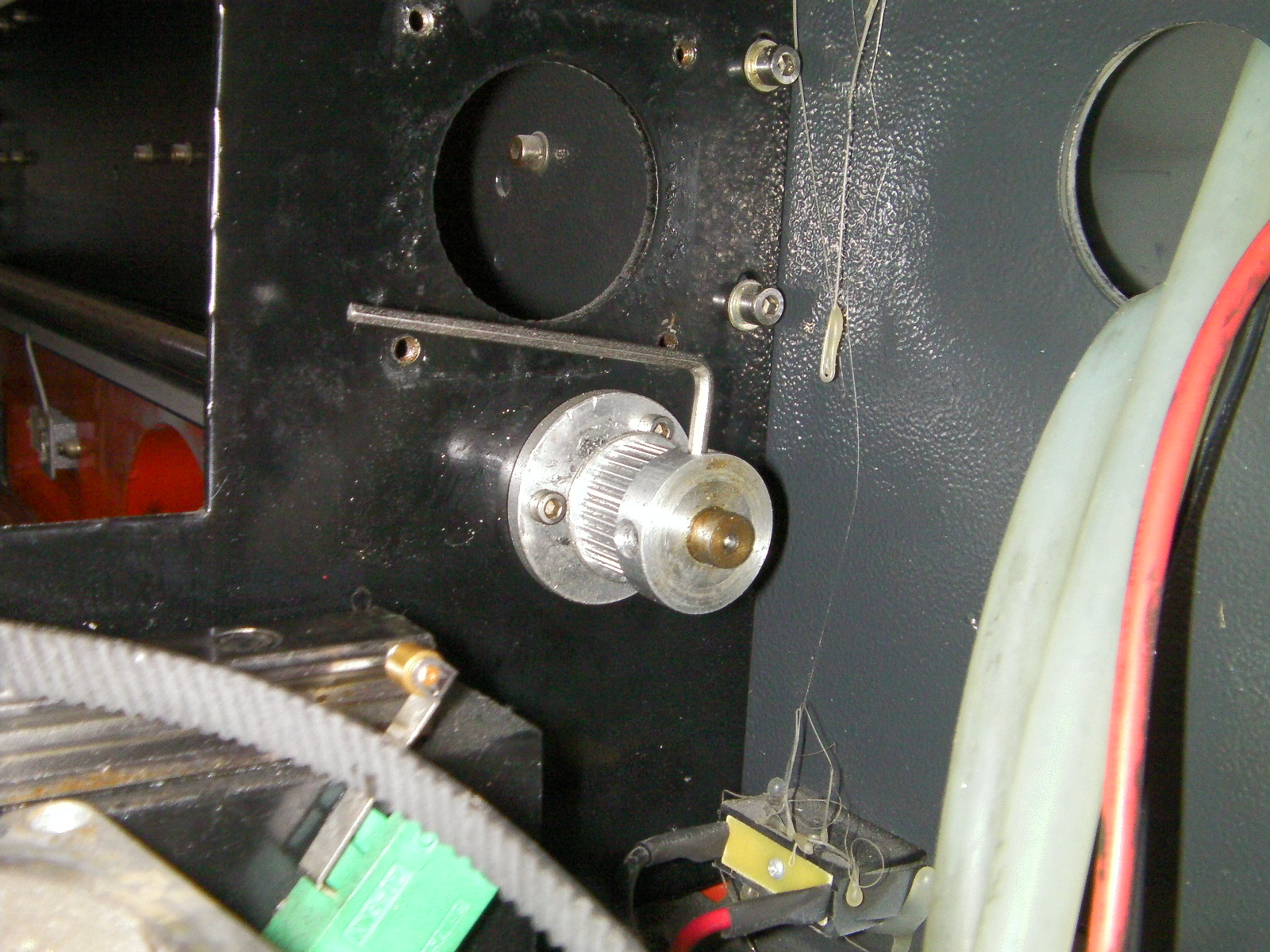
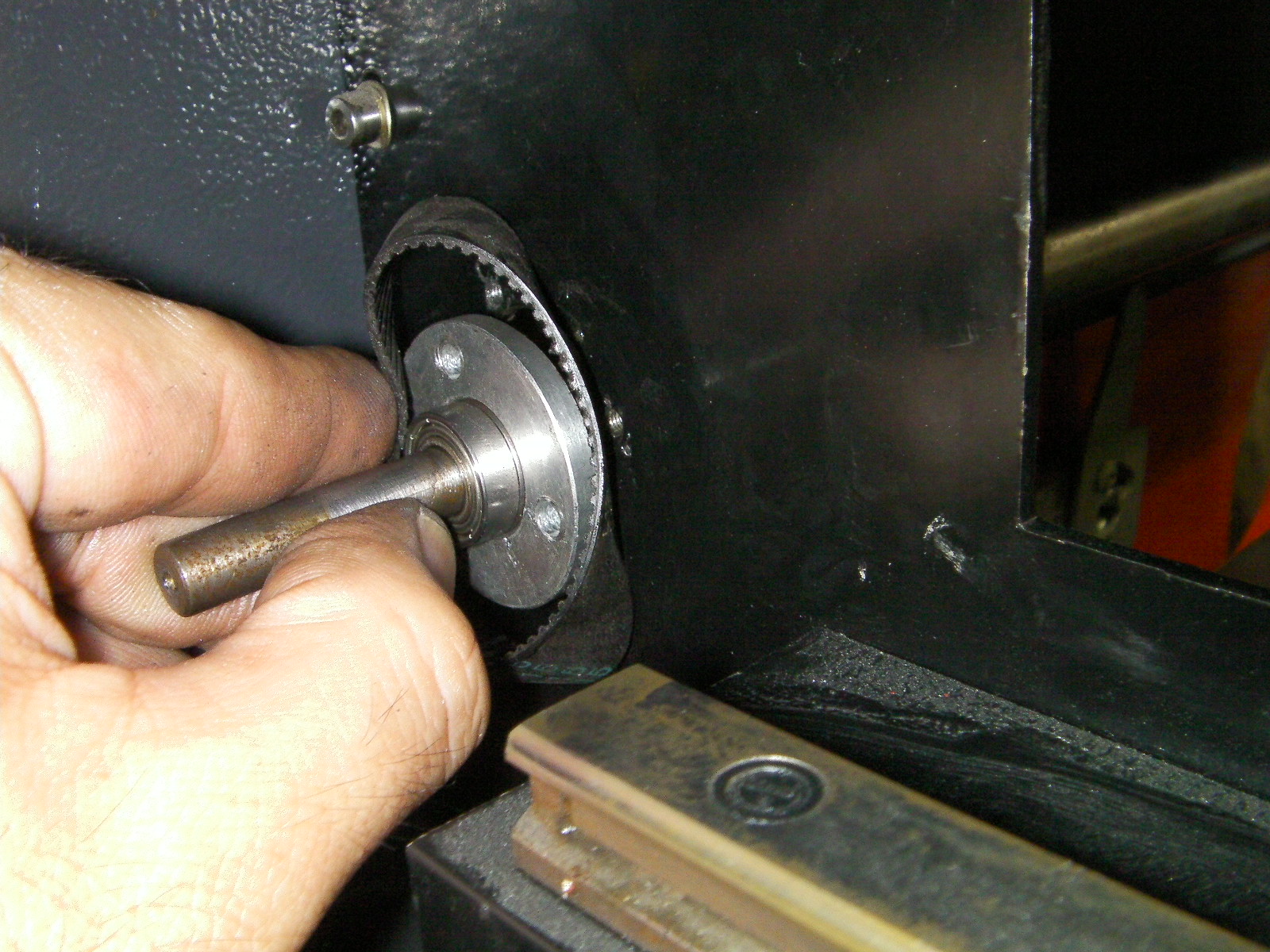
�������[�U�[�l�����L����v�[���[�����H��A�\���I�ɁA�v�[���[�ƃx�A�����O�̌��Ԃɒ܂��|���邱�Ƃ��ł���Ȃ�A������ɃZ�b�g�����ق����m���ł��B
�������[�U�[�l�����L����v�[���[�����H��A�\���I�ɁA�v�[���[�ƃx�A�����O�̌��Ԃɒ܂��|���邱�Ƃ��ł���Ȃ�A������ɃZ�b�g�����ق����m���ł��B
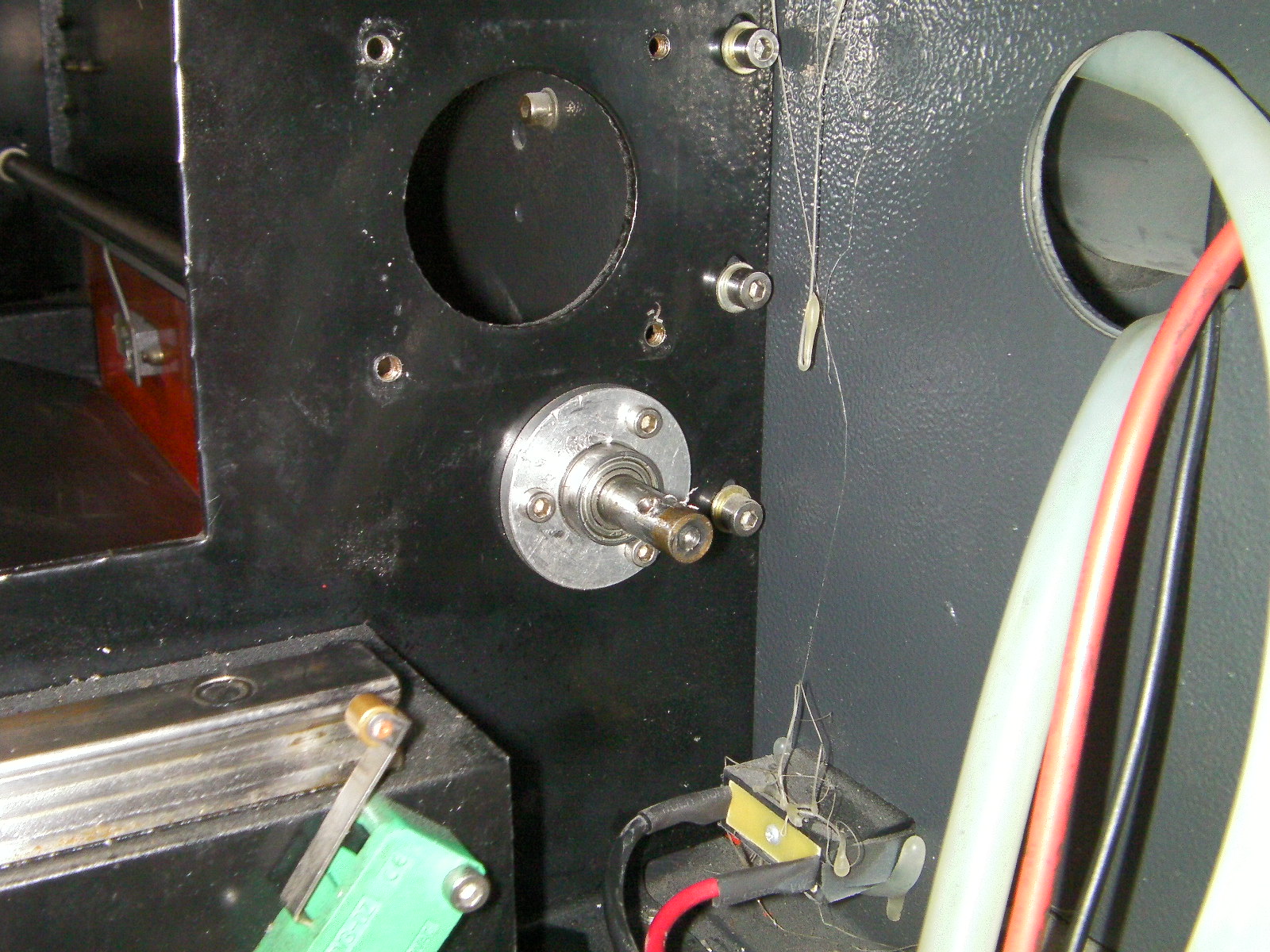
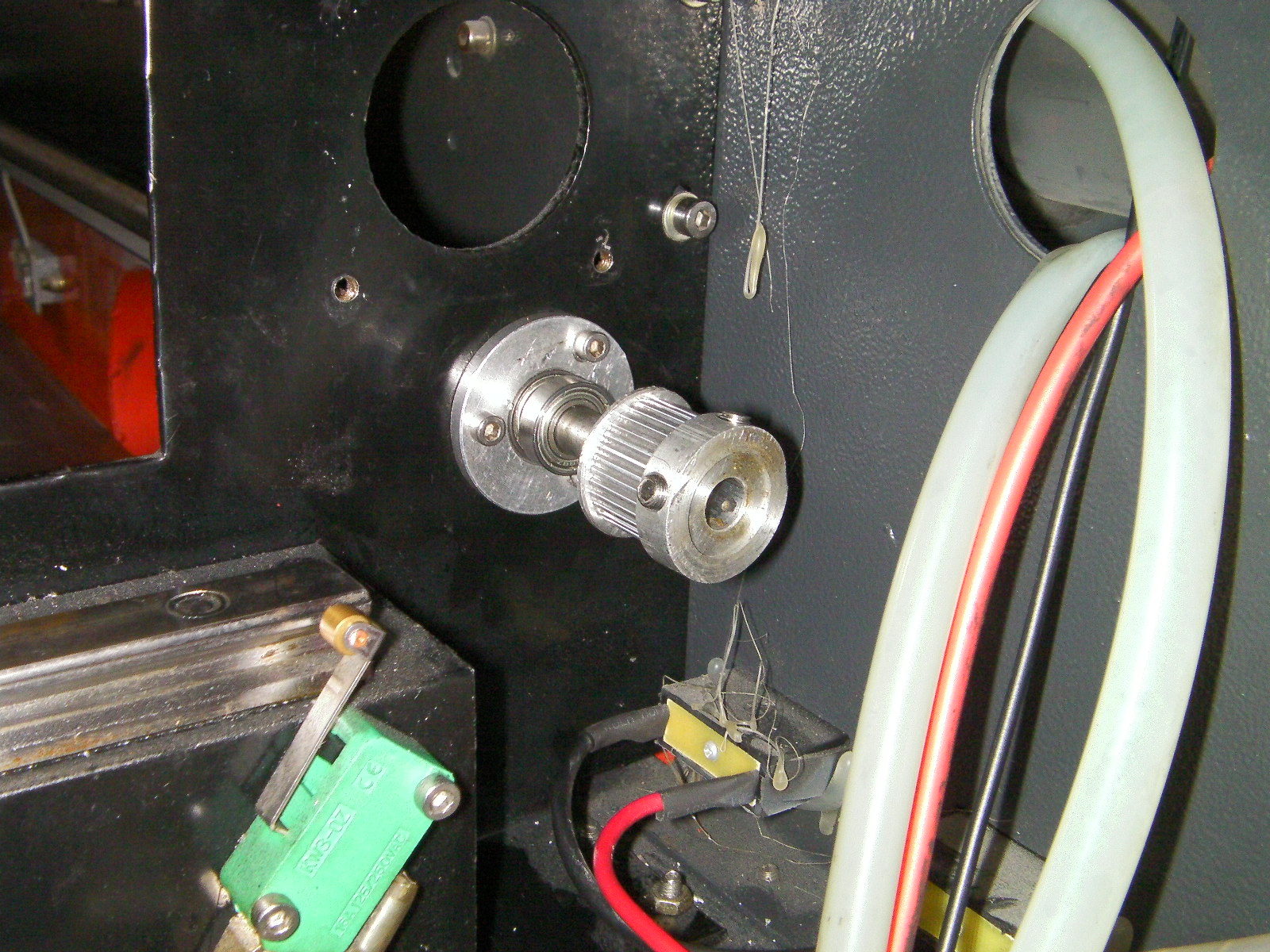
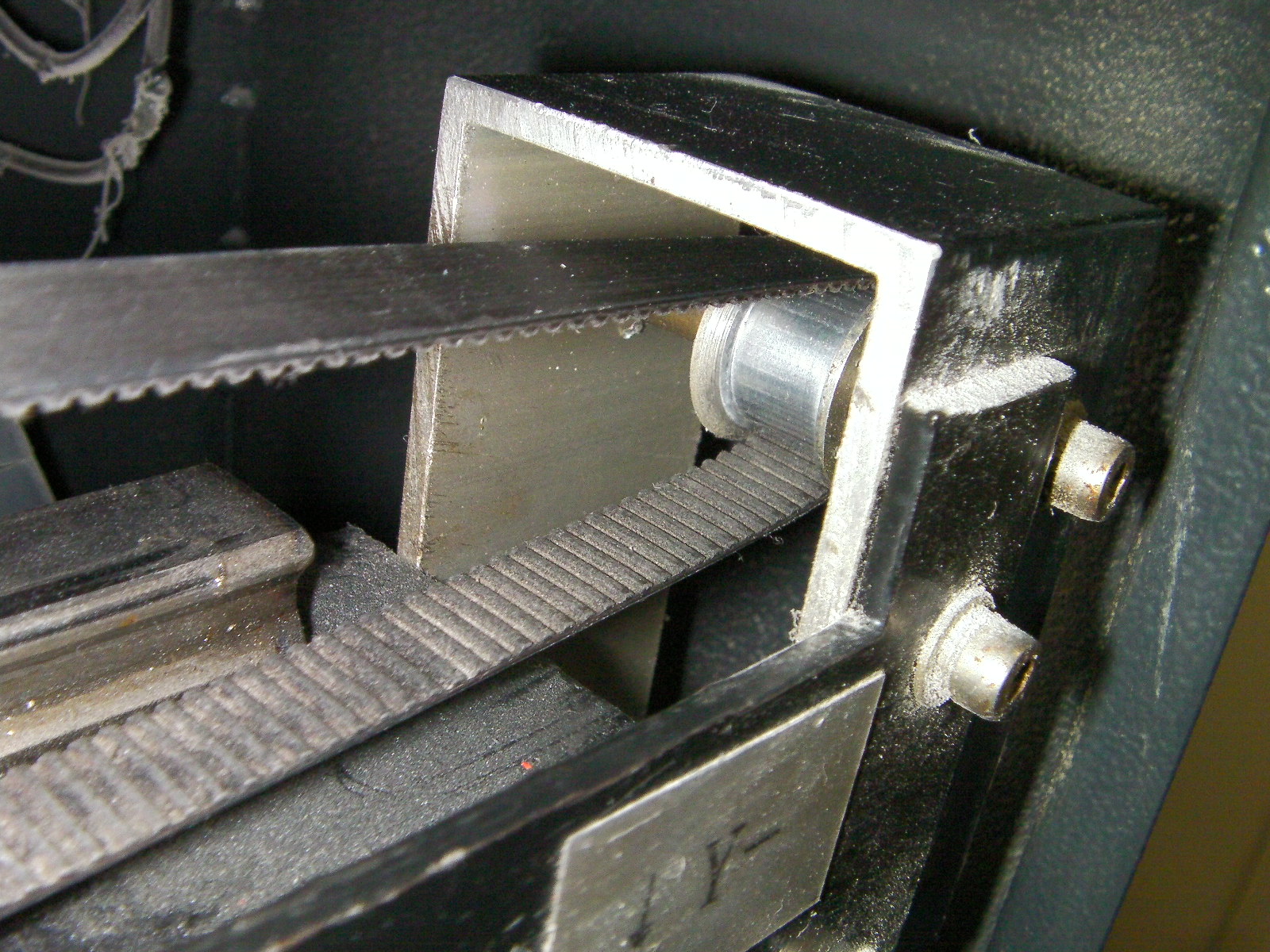
�E Y���V���t�g�̃x�A�����O�Œ蕔�E�����O���܂�
Y���V���t�g�̃x�A�����O�Œ蕔�E���͂R�{�̘Z�p�l�W�ŌŒ肳��Ă��܂��B
�R�{�A���ׂāA���O���܂��B
�R�{�A���ׂāA���O���܂��B


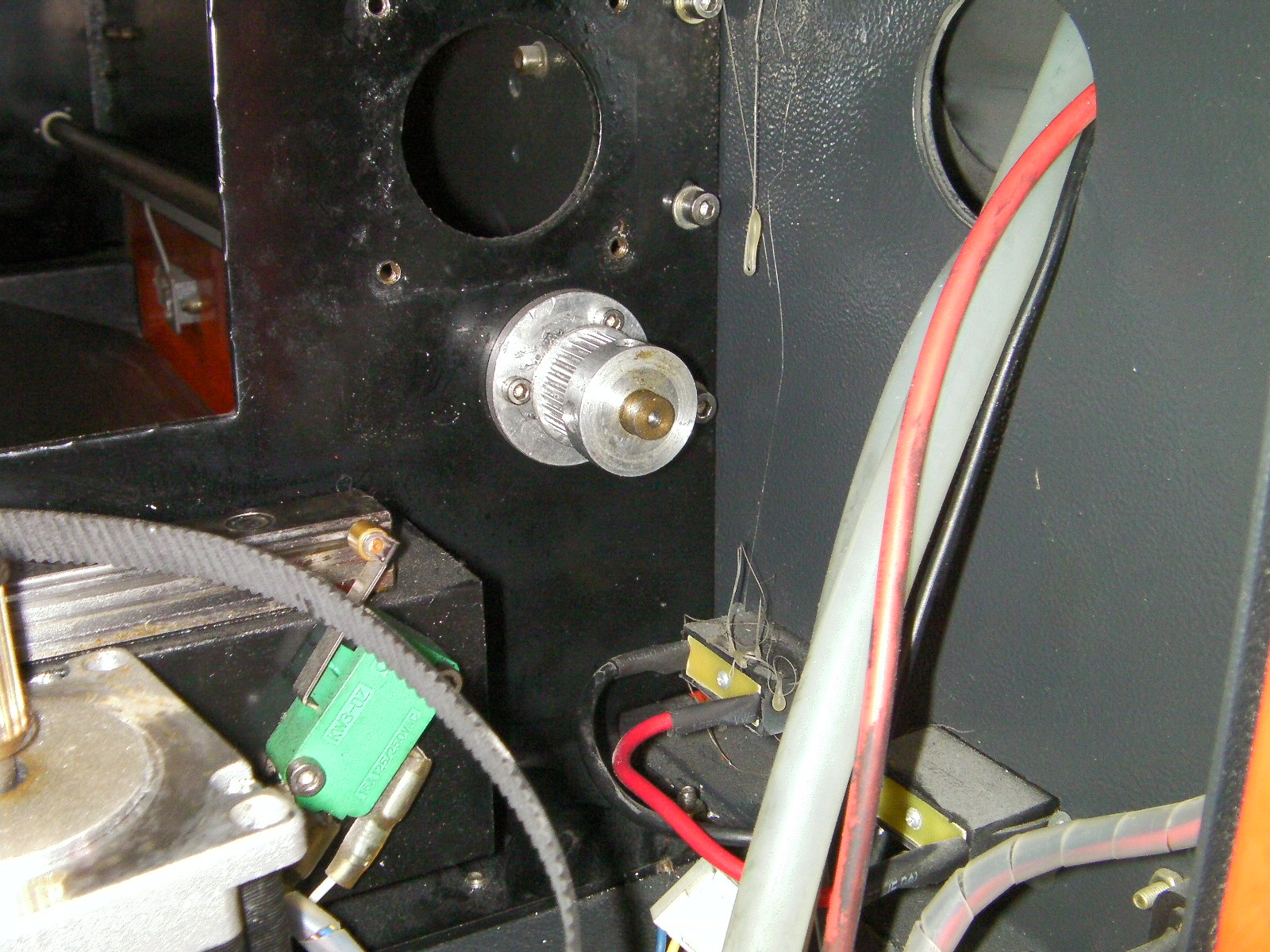
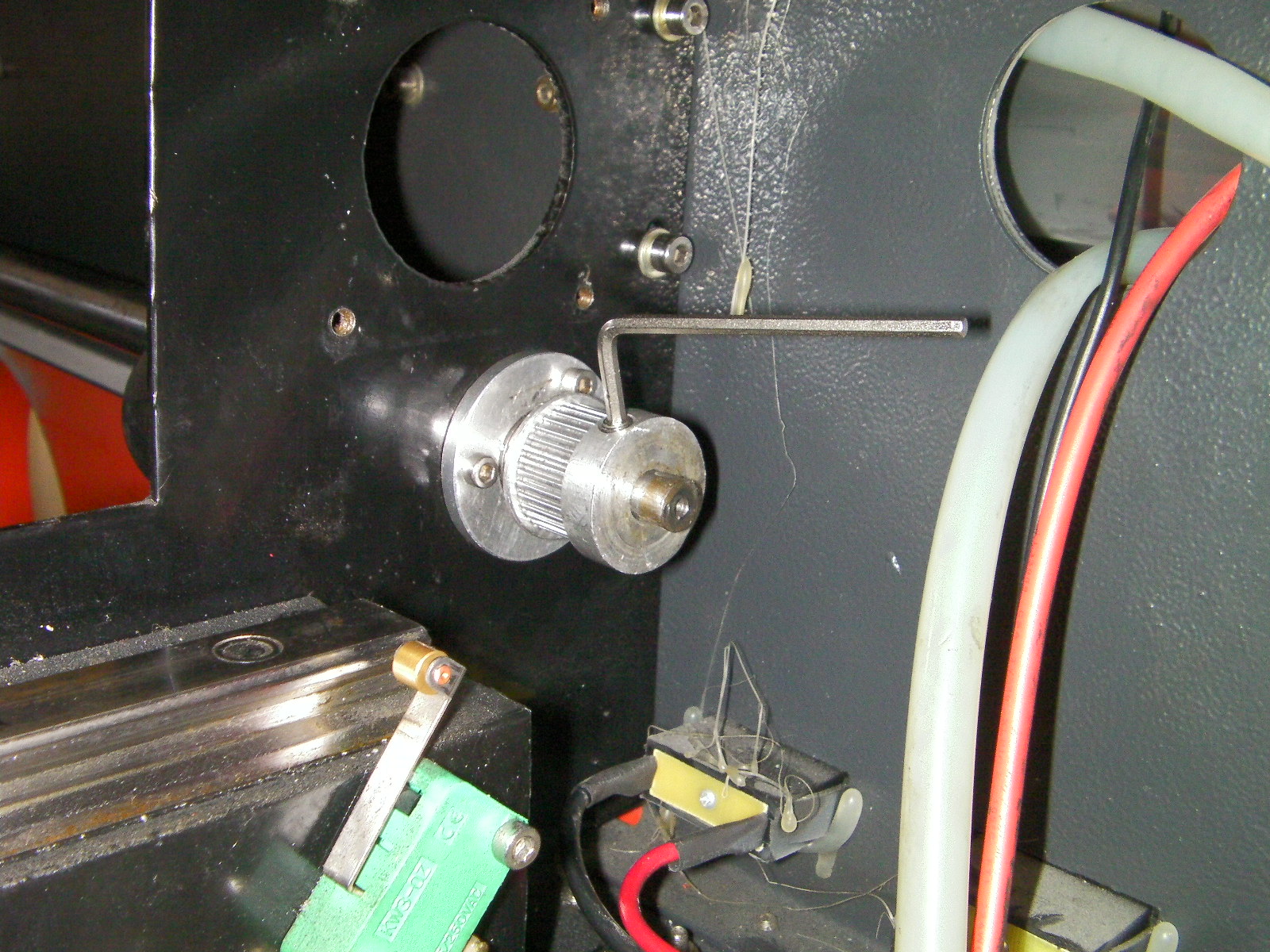
�F ������Y���v�[���[�����O���܂�
�v�[���[���Œ肵�Ă��郂�l�W��Z�p�����`���g���Ċɂ߂܂��B�C���l�W�͂Q�J������܂��B
���̎��A�C���l�W�̓v�[���[����O���Ă��܂��̂ł͂Ȃ��A�ɂ߂邾���ɂ��Ă��������B�T��]�����炢���K���ł��B
���̎��A�C���l�W�̓v�[���[����O���Ă��܂��̂ł͂Ȃ��A�ɂ߂邾���ɂ��Ă��������B�T��]�����炢���K���ł��B

�E����Y���v�[���[�̎��O���Ɠ��l�ɁA�v�[���[�������g���āA�^�C�~���O�v�[���[�����O���܂��B


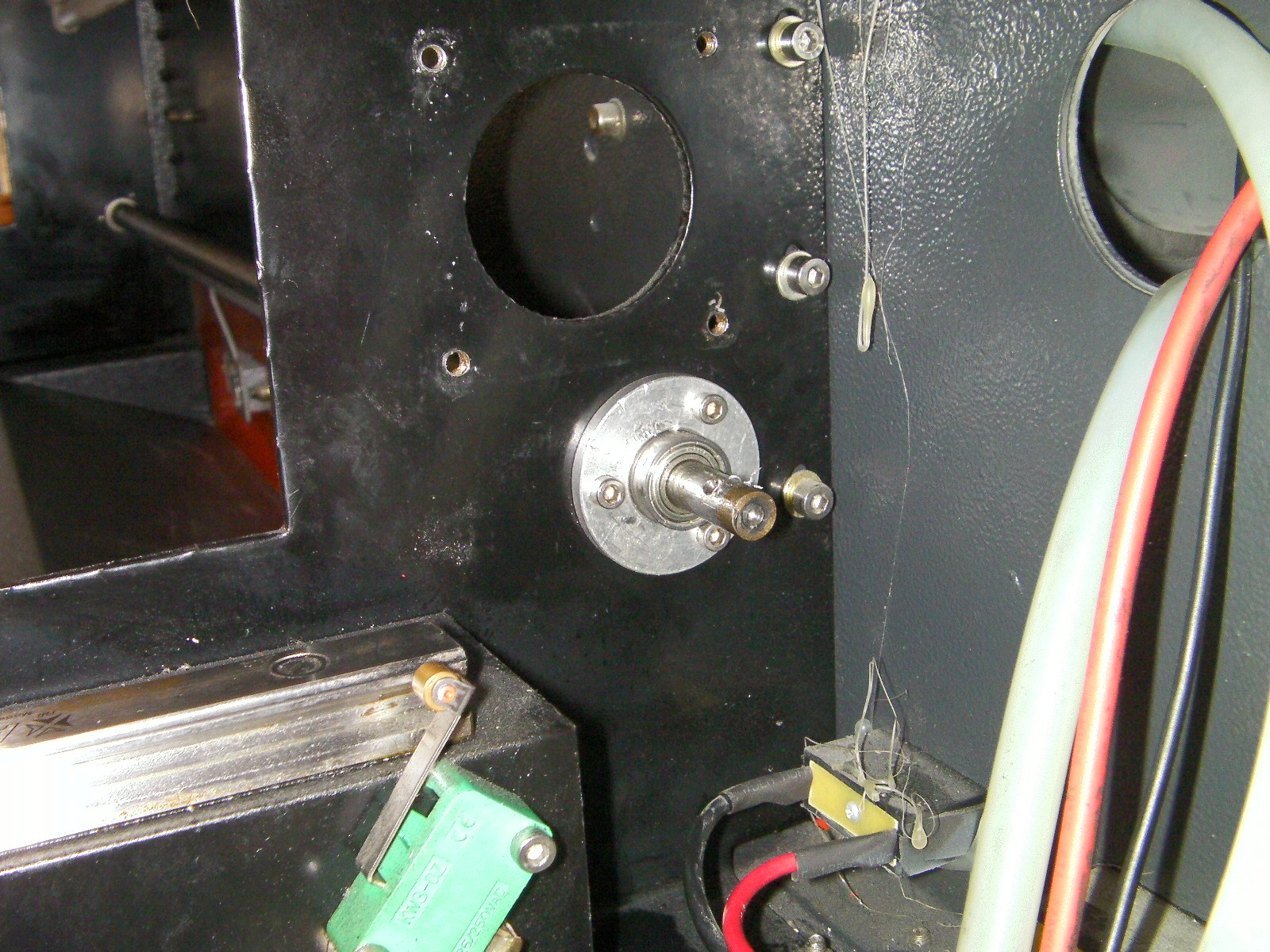
�G Y���V���t�g�̃x�A�����O�Œ蕔�������O���܂�
Y���V���t�g�̃x�A�����O�Œ蕔�����͂R�{�̘Z�p�l�W�ŌŒ肳��Ă��܂��B
�R�{�A���ׂāA���O���܂��B
�R�{�A���ׂāA���O���܂��B



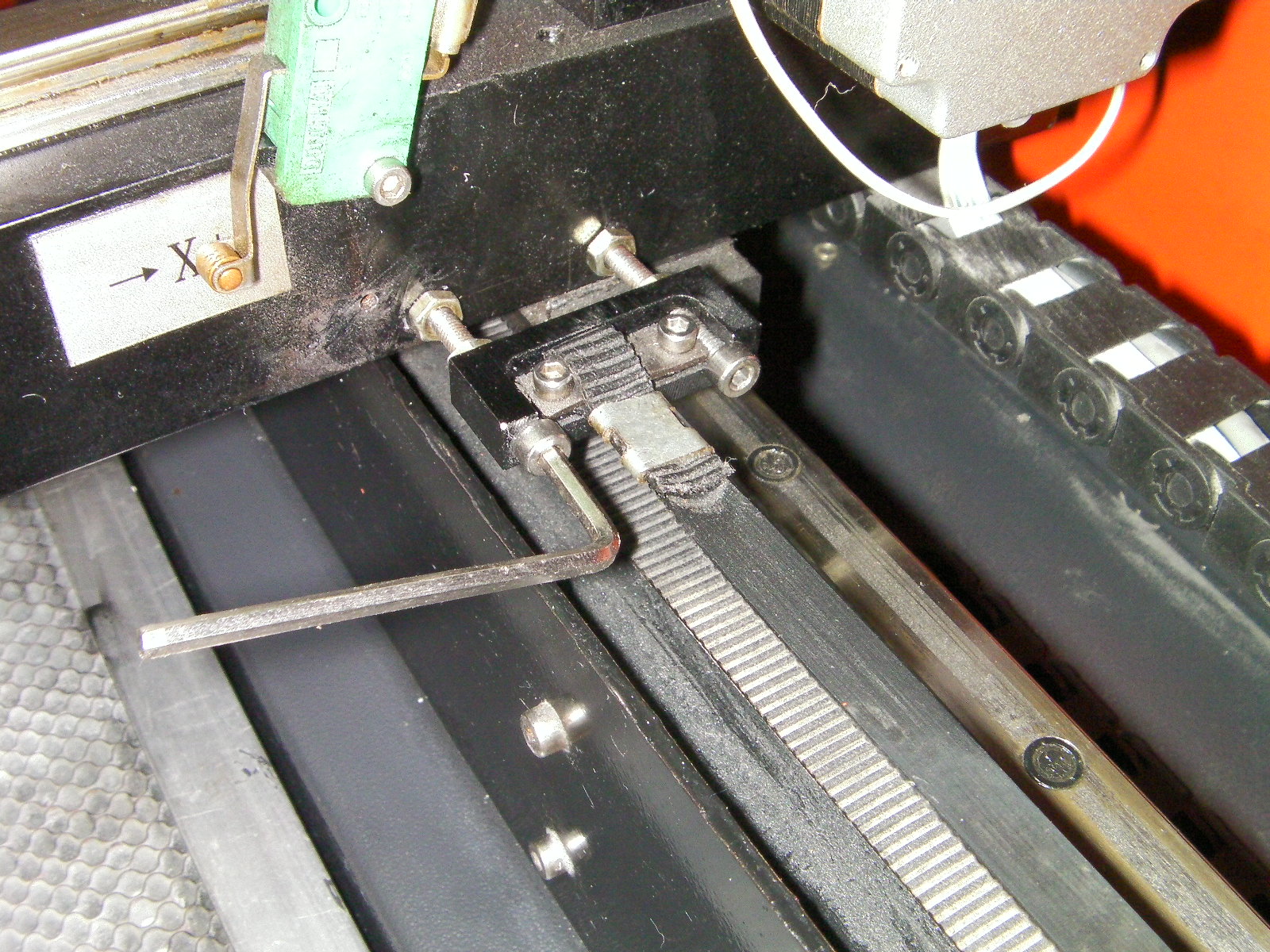
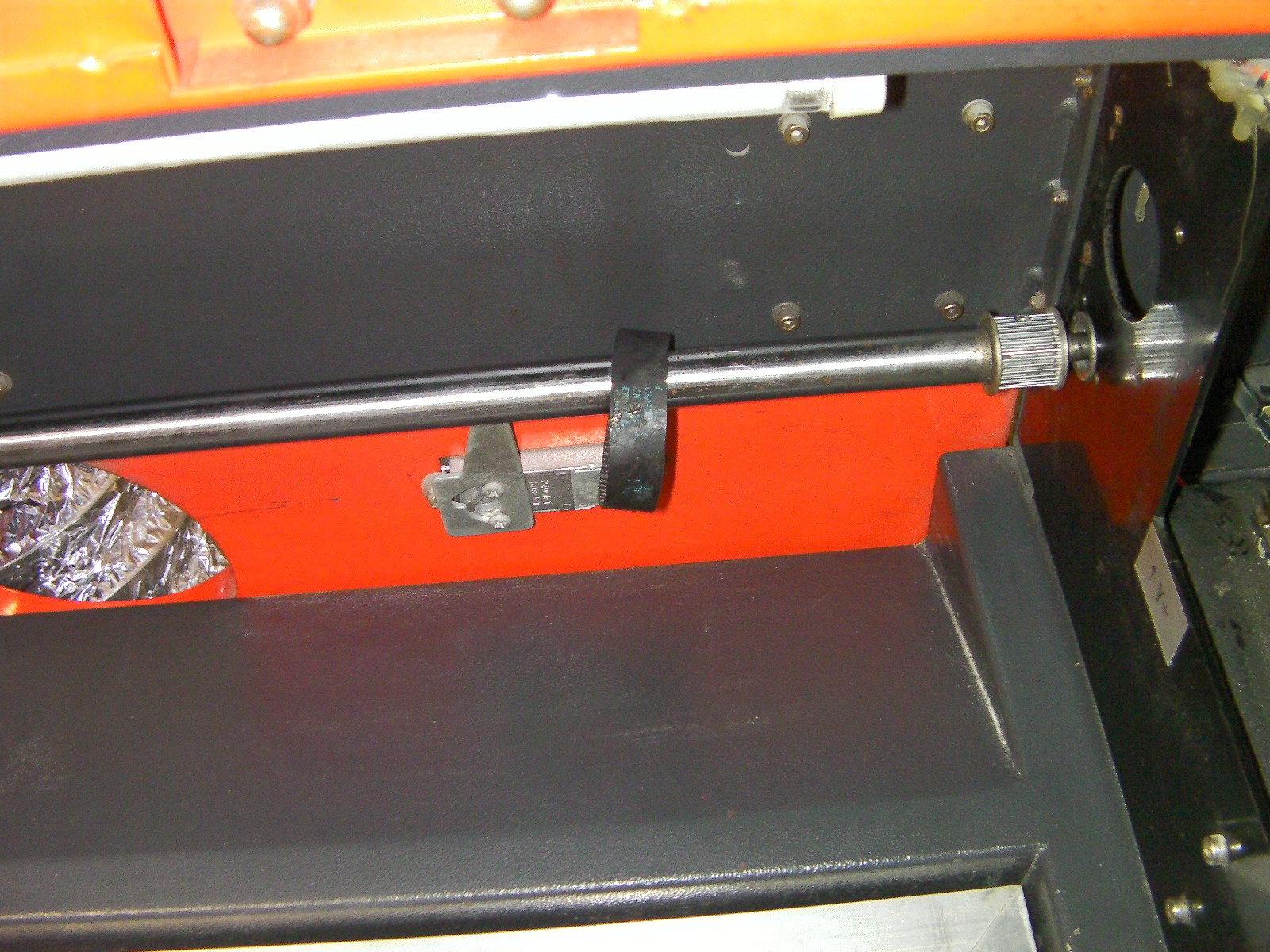
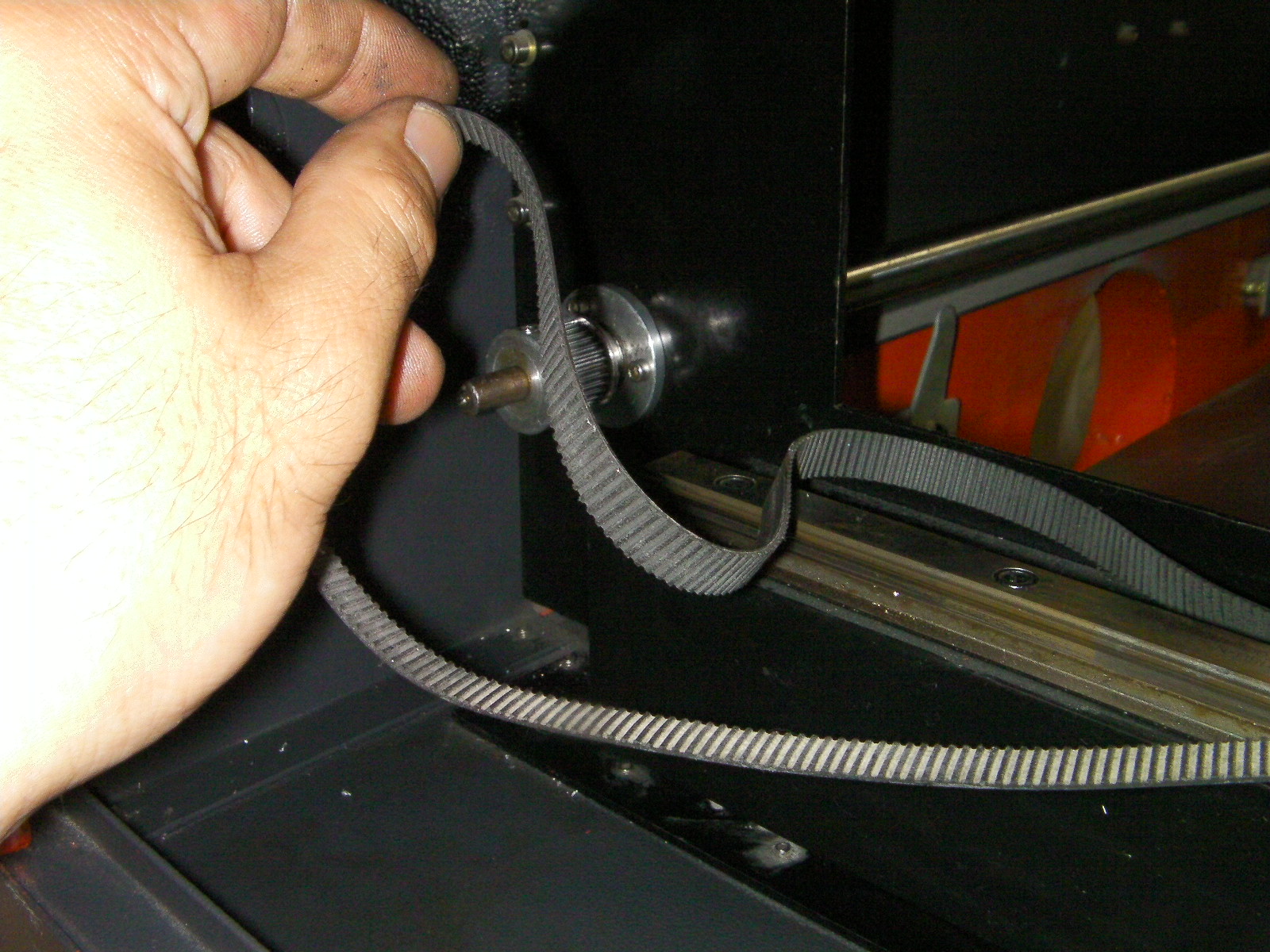
�H �����p�^�C�~���O�x���g���V���t�g�ɒʂ��܂��B
Y���V���t�g���ł��邾�������Ɉ����Ă��炵�A�V���t�g�ƒʂ����̌��Ԃ��m�ۂ��܂��B

�V���t�g�Ɍ����p�^�C�~���O�x���g���|���āA���Ԃɉ������݂܂�

���Ԃɉ�������A���W�I�y���`�Ȃǂ��g���āA�x���g����������o���Ă��������B
���Ԃ������̂ŁA��������o���ɂ����ł����A�������͂ވʒu��ς��āA�x���g����]������悤�ɂ���A����ʂ����Ƃ��ł��܂��B
���܂苭�����ނƁA�x���g�ɕό`����ꍇ������̂ŁA��������Ă��������B
���Ԃ������̂ŁA��������o���ɂ����ł����A�������͂ވʒu��ς��āA�x���g����]������悤�ɂ���A����ʂ����Ƃ��ł��܂��B
���܂苭�����ނƁA�x���g�ɕό`����ꍇ������̂ŁA��������Ă��������B


�I Y���V���t�g�̃x�A�����O�Œ蕔�������Œ肵�܂�
Y���V���t�g�̃x�A�����O������➑̂̒ʂ����ɂ͂ߍ��݂܂�

Y���V���t�g�̃x�A�����O�Œ蕔�����͂R�{�̘Z�p�l�W�ŌŒ肵�܂��B


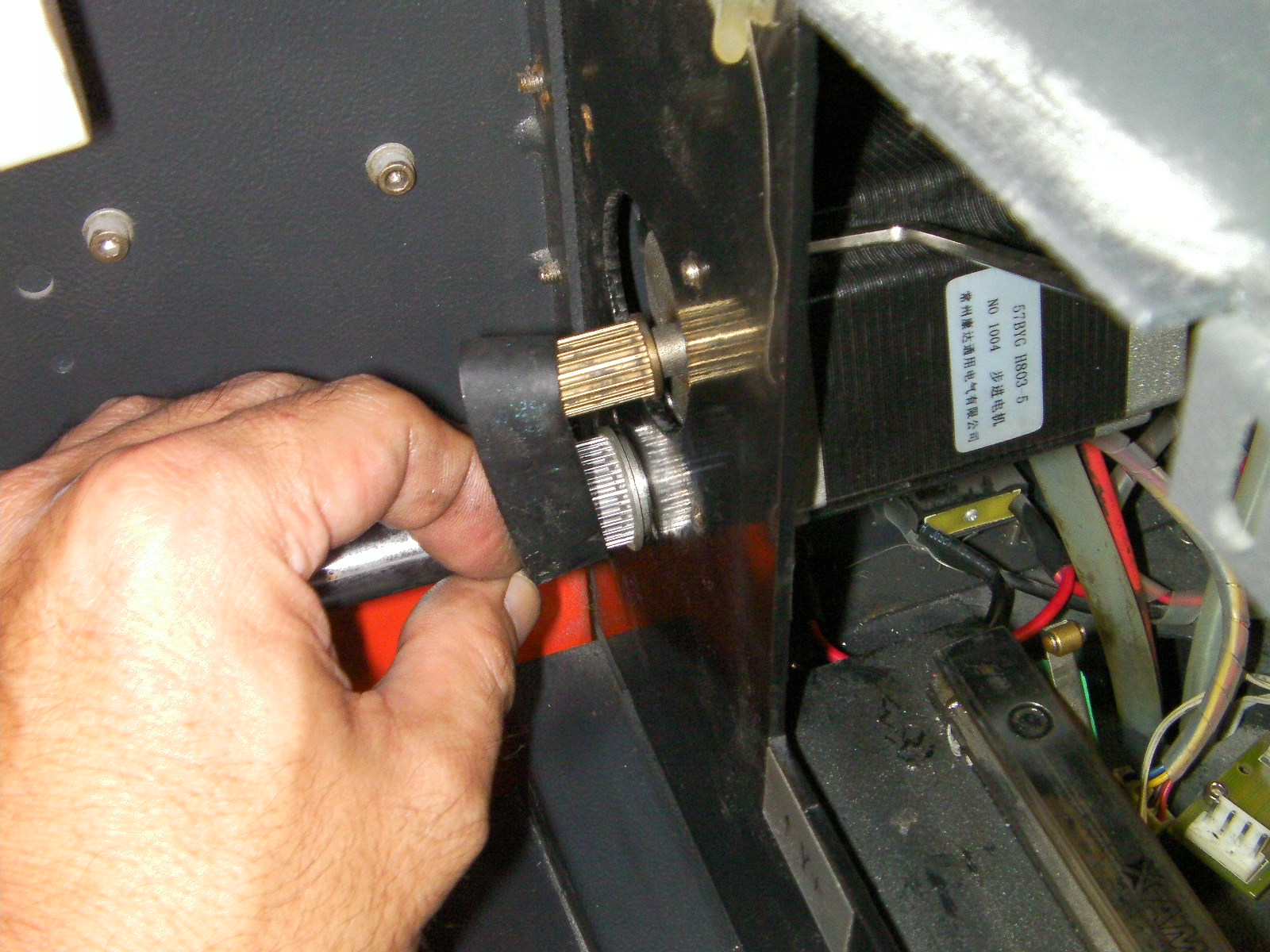
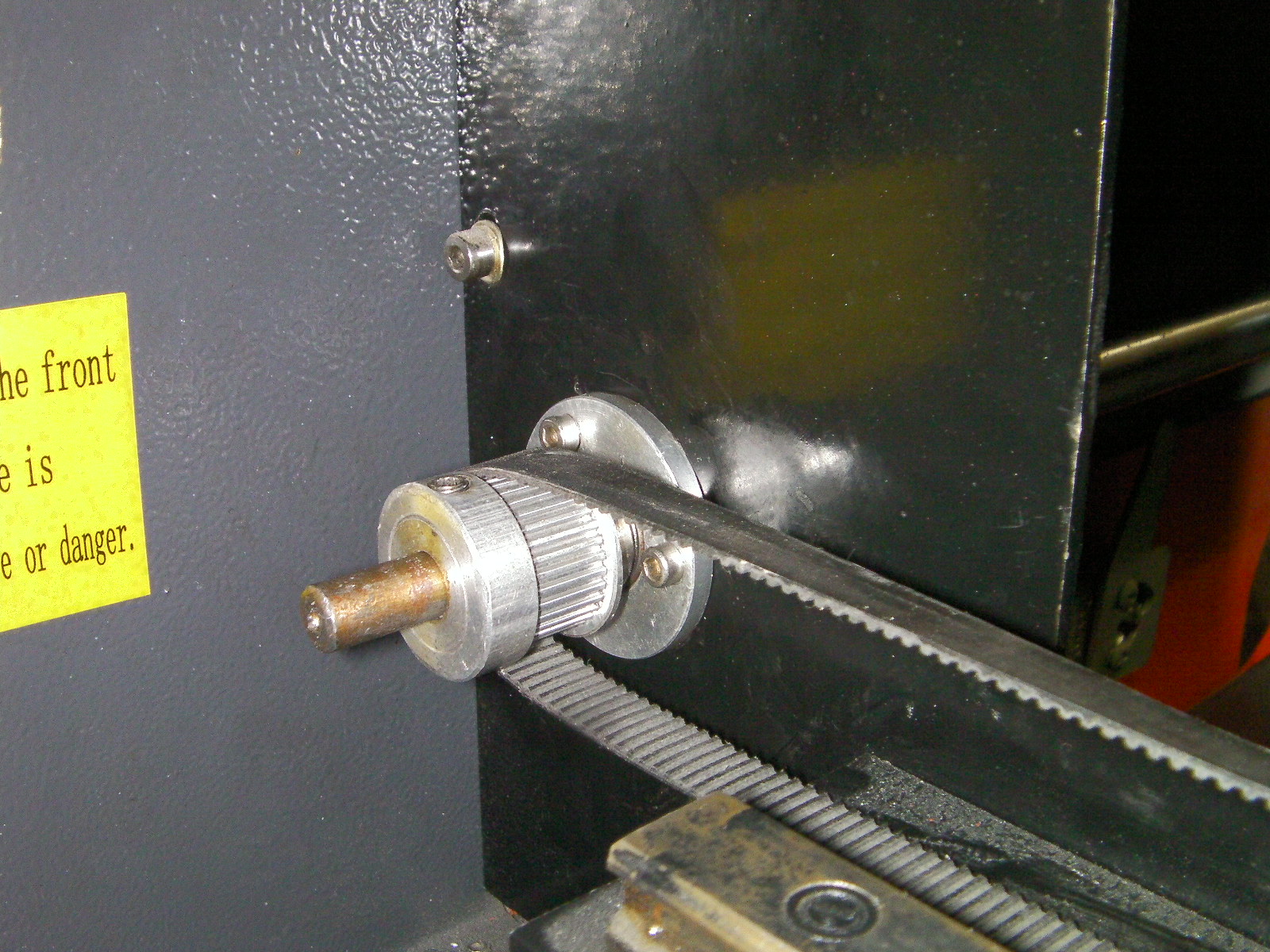
�J Y���V���t�g�̍����̃v�[���[���V���t�g�ɂ͂߂܂�
�V���t�g�Ƀv�[���[���͂߂܂��B�V���t�g�ɂ͂Q�J���̃C���l�W�̉���������܂��̂ŁA���̈ʒu�ƃv�[���[�̌��ʒu�����킹�Ă͂߂Ă��������B
��ʓI�ɂ́A��̗͂ł͂͂܂�Ȃ��̂ŁA�J�i�d�`�Ȃǂ��g���āA�v�[���[�̉���@���Ȃ���͂ߍ��݂܂��B
�v�[����@���Ƃ��́A�傫�ȏՌ���������Ȃ��悤�A�ア�͂ōs���܂��B�v�[���[�̕ό`��x�A�����O�̔j����h�~���邽�߁A�V���t�g����������]�����Ȃ���s���A�����ꏊ���J��Ԃ��@���Ȃ��悤�ɂ��Ă��������B
��ʓI�ɂ́A��̗͂ł͂͂܂�Ȃ��̂ŁA�J�i�d�`�Ȃǂ��g���āA�v�[���[�̉���@���Ȃ���͂ߍ��݂܂��B
�v�[����@���Ƃ��́A�傫�ȏՌ���������Ȃ��悤�A�ア�͂ōs���܂��B�v�[���[�̕ό`��x�A�����O�̔j����h�~���邽�߁A�V���t�g����������]�����Ȃ���s���A�����ꏊ���J��Ԃ��@���Ȃ��悤�ɂ��Ă��������B


�^�C�~���O�v�[���[���K�Ȉʒu�܂ŗ�����A�Q�̃C���l�W����߂āA�v�[���[���Œ肵�܂��B
�K Y���V���t�g�̃x�A�����O�Œ蕔�E�����Œ肵�܂�
Y���V���t�g�̃x�A�����O�Œ蕔�����͂R�{�̘Z�p�l�W�ŌŒ肵�܂��B
�L Y���V���t�g�̉E���̃v�[���[���V���t�g�ɂ͂߂܂�
�V���t�g�Ƀv�[���[���͂߂܂��B�V���t�g�ɂ͂Q�J���̃C���l�W�̉���������܂��̂ŁA���̈ʒu�ƃv�[���[�̌��ʒu�����킹�Ă͂߂Ă��������B
��ʓI�ɂ́A��̗͂ł͂͂܂�Ȃ��̂ŁA�J�i�d�`�Ȃǂ��g���āA�v�[���[�̉���@���Ȃ���͂ߍ��݂܂��B
�v�[����@���Ƃ��́A�傫�ȏՌ���������Ȃ��悤�A�ア�͂ōs���܂��B�v�[���[�̕ό`��x�A�����O�̔j����h�~���邽�߁A�V���t�g����������]�����Ȃ���s���A�����ꏊ���J��Ԃ��@���Ȃ��悤�ɂ��Ă��������B
��ʓI�ɂ́A��̗͂ł͂͂܂�Ȃ��̂ŁA�J�i�d�`�Ȃǂ��g���āA�v�[���[�̉���@���Ȃ���͂ߍ��݂܂��B
�v�[����@���Ƃ��́A�傫�ȏՌ���������Ȃ��悤�A�ア�͂ōs���܂��B�v�[���[�̕ό`��x�A�����O�̔j����h�~���邽�߁A�V���t�g����������]�����Ȃ���s���A�����ꏊ���J��Ԃ��@���Ȃ��悤�ɂ��Ă��������B

�^�C�~���O�v�[���[���K�Ȉʒu�܂ŗ�����A�Q�̃C���l�W����߂āA�v�[���[���Œ肵�܂��B
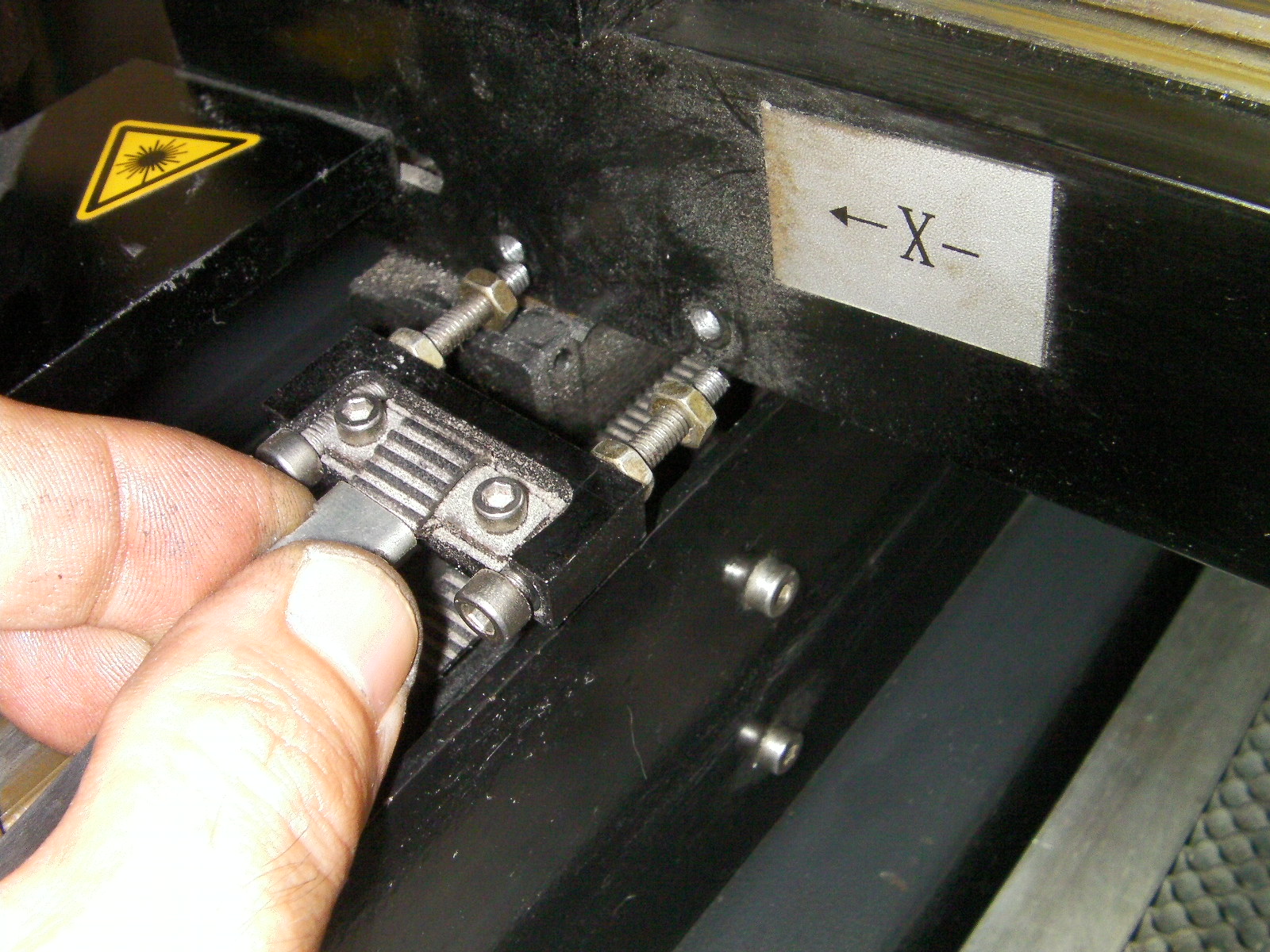
�M Y���X�e�b�s���O���[�^�����t���܂�
�͂��߂ɃX�e�b�s���O���[�^�̌Œ�p�l�W���P�{�����A���~�߂��܂��B
�Œ�l�W����{�������~�߂�����A���Ɍ����p�x���g���X�e�b�s���O���[�^�̃v�[���[�ƁAY���V���t�g�̃v�[���[�Ɋ|���܂��B
�����x���g���v�[���[�ɓ�������A�X�e�b�s���O���[�^�̌Œ�p�l�W���S�{���ׂāA���~�߂��܂��B
�X�e�b�s���O���[�^�̌Œ�l�W����߂܂��B
���̂Ƃ��A�X�e�b�s���O���[�^�������玝���グ��悤�ɗ͂����Ȃ���A�l�W����߂ĉ������B
���̂Ƃ��A�X�e�b�s���O���[�^�������玝���グ��悤�ɗ͂����Ȃ���A�l�W����߂ĉ������B
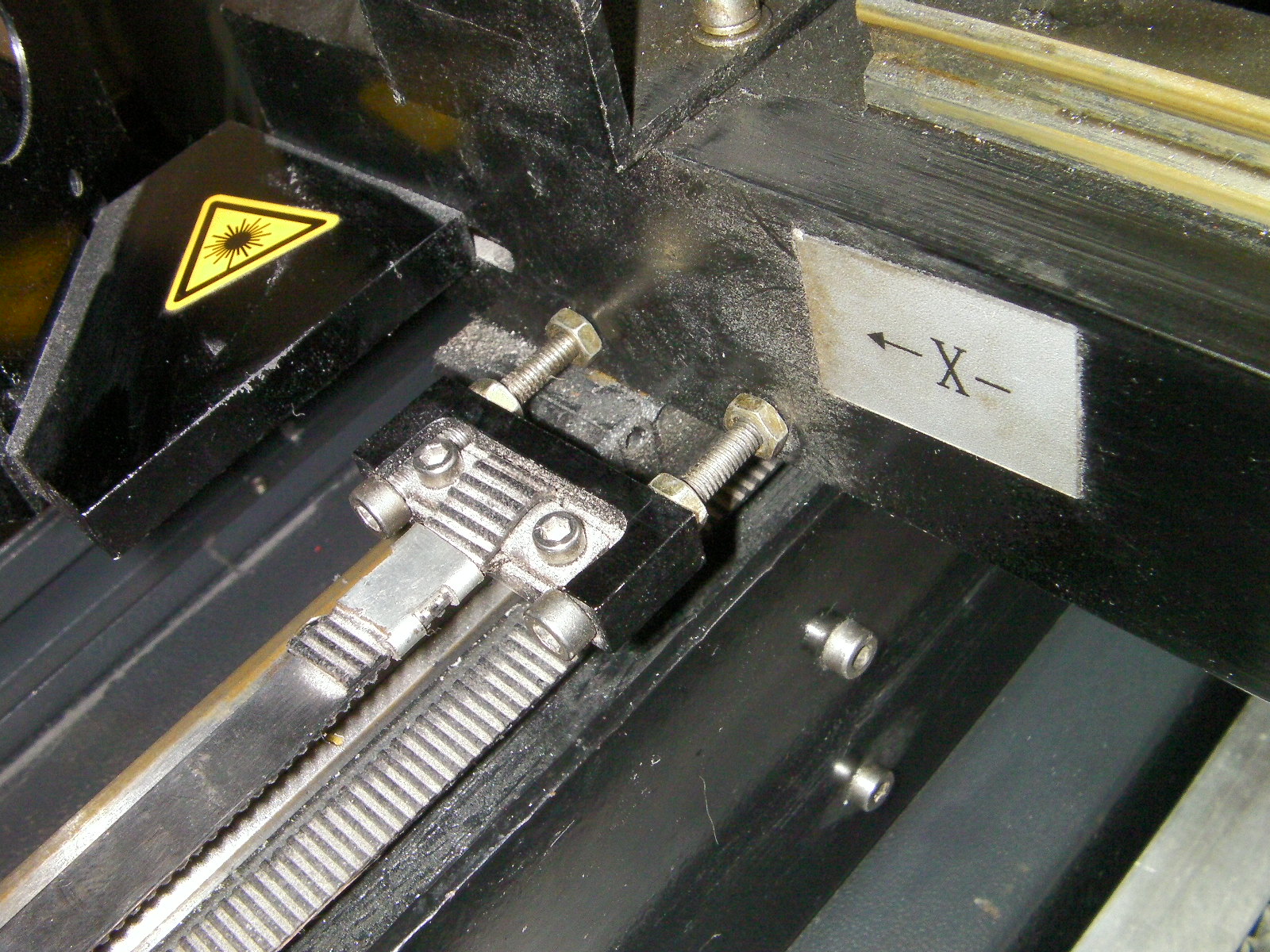
�X�e�b�s���O���[�^�̌Œ�l�W��4�{���ׂĖ{���߂�����A�����p�x���g�̃e���V�������w�ʼn����Ă݂āA�m�F���Ă��������B
�e���V�������ア�ꍇ�́A�X�e�b�s���O���[�^�̌Œ�l�W��{���߂���ۂ̎����グ�����ア�̂ŁA�͂����Ď����グ�āA�ēx�s���Ă��������B
�e���V�������ア�ꍇ�́A�X�e�b�s���O���[�^�̌Œ�l�W��{���߂���ۂ̎����グ�����ア�̂ŁA�͂����Ď����グ�āA�ēx�s���Ă��������B
�N Y���X�e�b�s���O���[�^�̃R�l�N�^���͂߂܂�
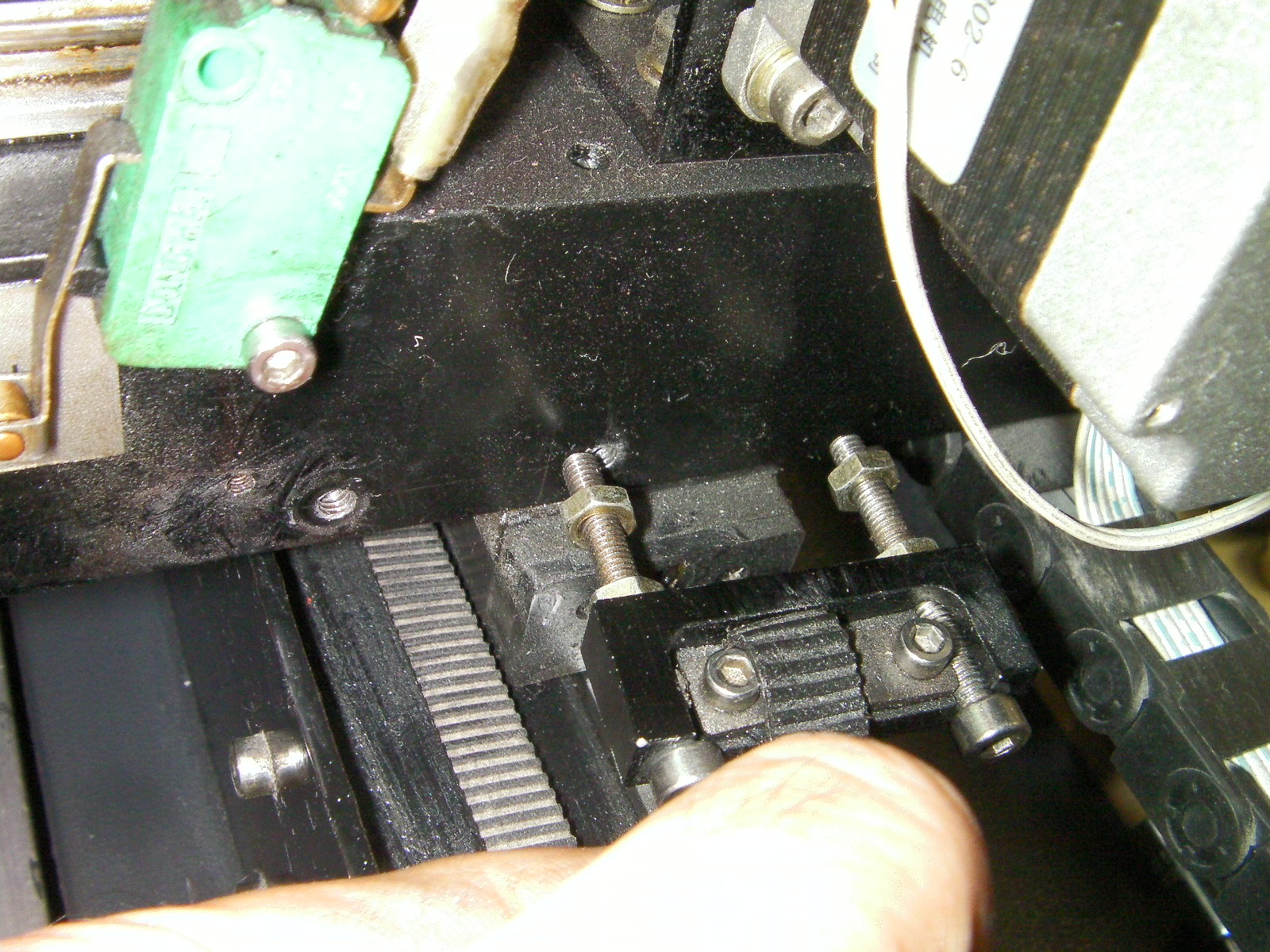
�O Y�� �^�C�~���O�x���g�����̎��t��
�܂������ɂ���^�C�~���O�v�[���[�Ƀx���g���|���܂��B
��O�̃v�[���[�ɂ����Ǝ��܂��Ă��邱�Ƃ��m�F���Ă��������B�K�Ƀx���g�̈ʒu�����܂��Ă��Ȃ��A�Œ肪�ł��܂���B

�^�C�~���O�x���g�[�̃l�W��X�����[���̃x�[�X�ɌŒ肵�܂��B
�P Y�� �^�C�~���O�x���g�E���̎��t��
�܂������ɂ���^�C�~���O�v�[���[�Ƀx���g���|���܂��B
��O�̃v�[���[�ɂ����Ǝ��܂��Ă��邱�Ƃ��m�F���Ă��������B�K�Ƀx���g�̈ʒu�����܂��Ă��Ȃ��A�Œ肪�ł��܂���B
�^�C�~���O�x���g�[�̃l�W��X�����[���̃x�[�X�ɌŒ肵�܂��B
�Q Y�� �^�C�~���O�x���g�̃e���V����������A�I���ł��B
�� ���q�l�ɂ��C���E���i�����͕ۏؑΏۊO�ł��B���ȐӔC�ōs���Ă��������B
�� ���[�U�[�ǂ̓K���X���ł��B�戵���ɂ͏\�����ӂ��Ă��������B
�� �d�����A�d���R�[�h������Ԃō�Ƃ��s���Ă��������B